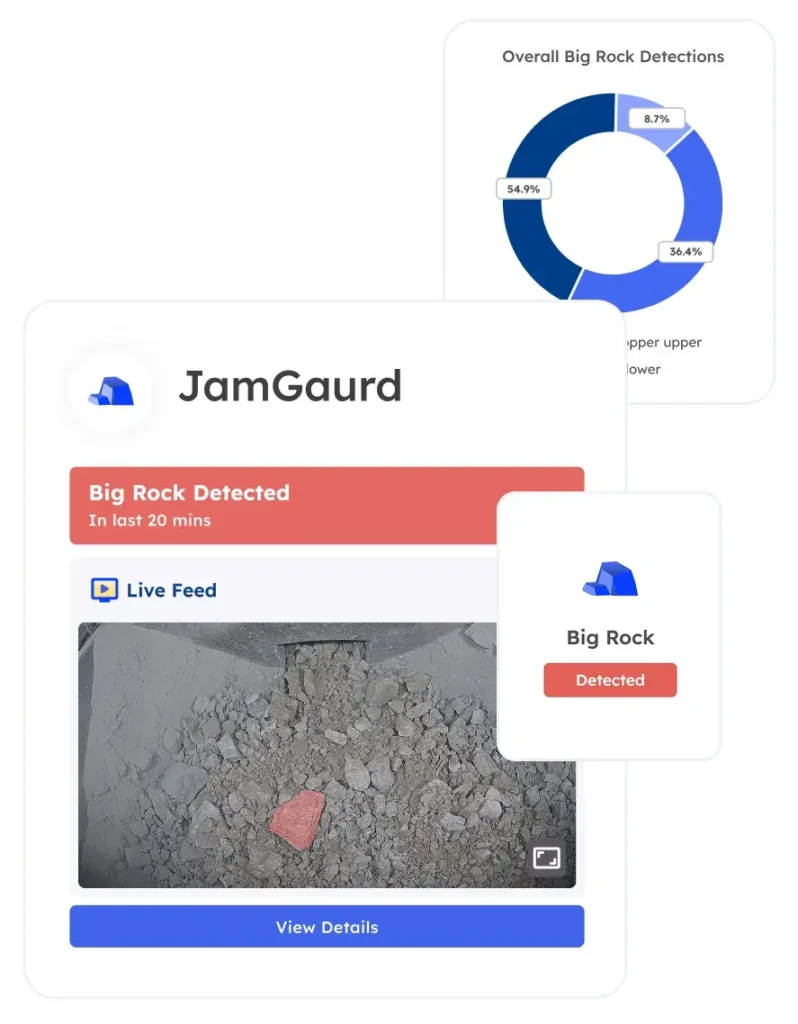
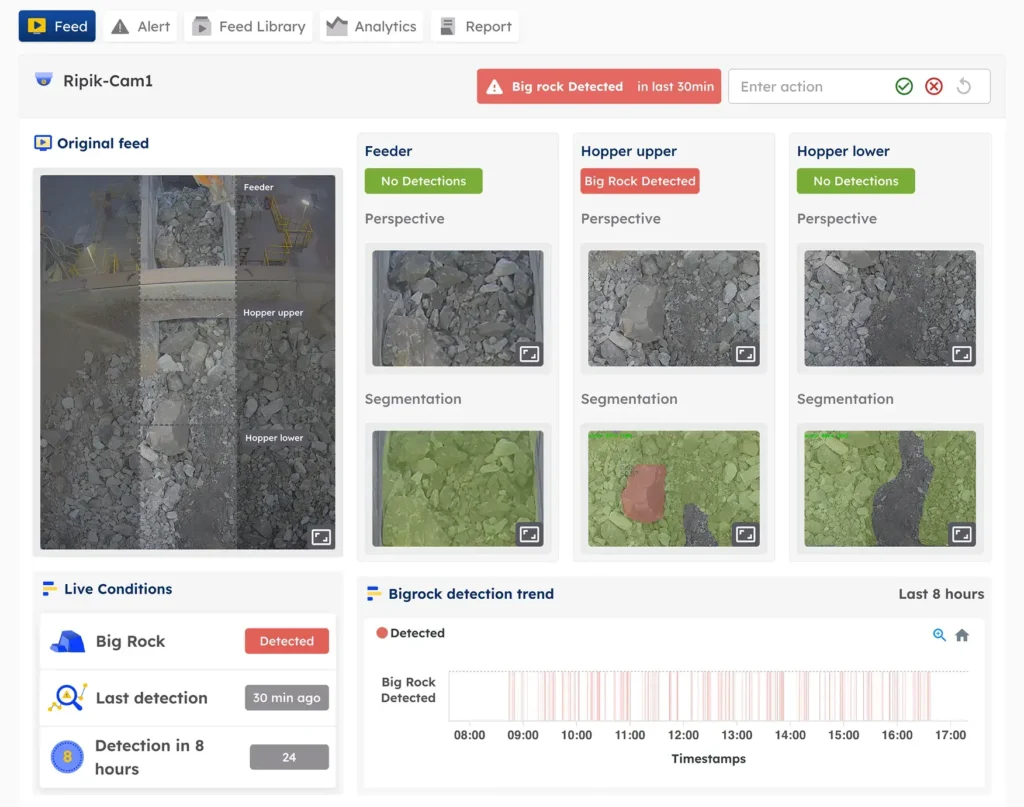
Real-Time Alerts: Receive instant alerts via dashboards or sirens to immediately stop the conveyor belt upon detection of large rocks, preventing blockages or damage risks.
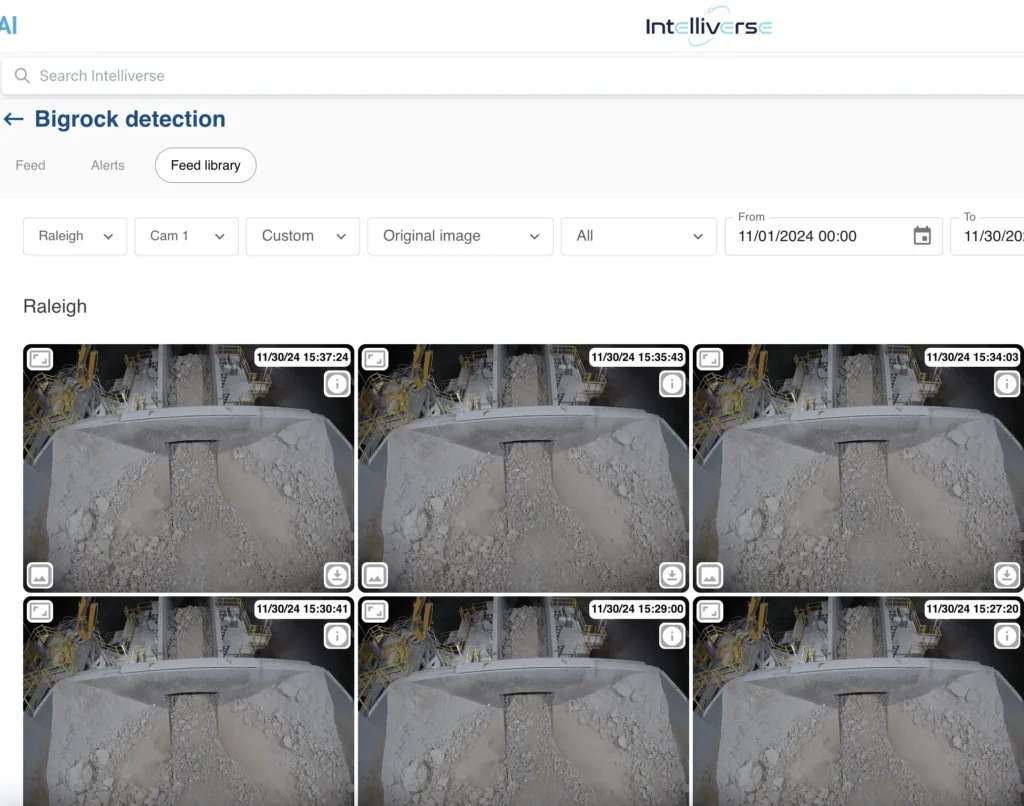
Big Rock Location Detection: Identifies and alerts the location of oversized rocks, such as in the hopper or feeder, for targeted action and quick resolution.