

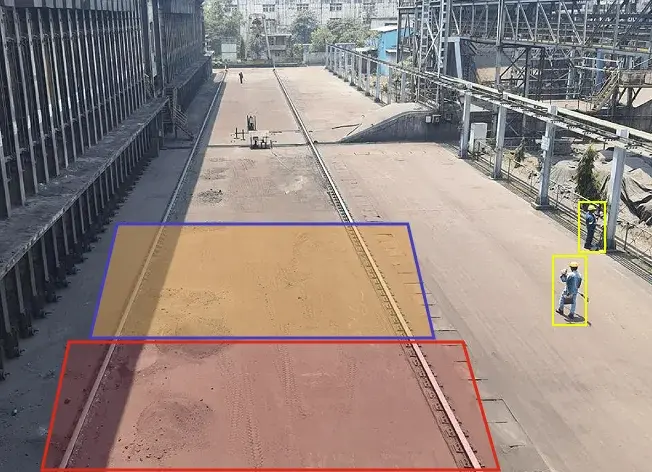
With accurate real-time monitoring of Pusher Car Turnaround Time (TAT) and human geo-fencing, the system...
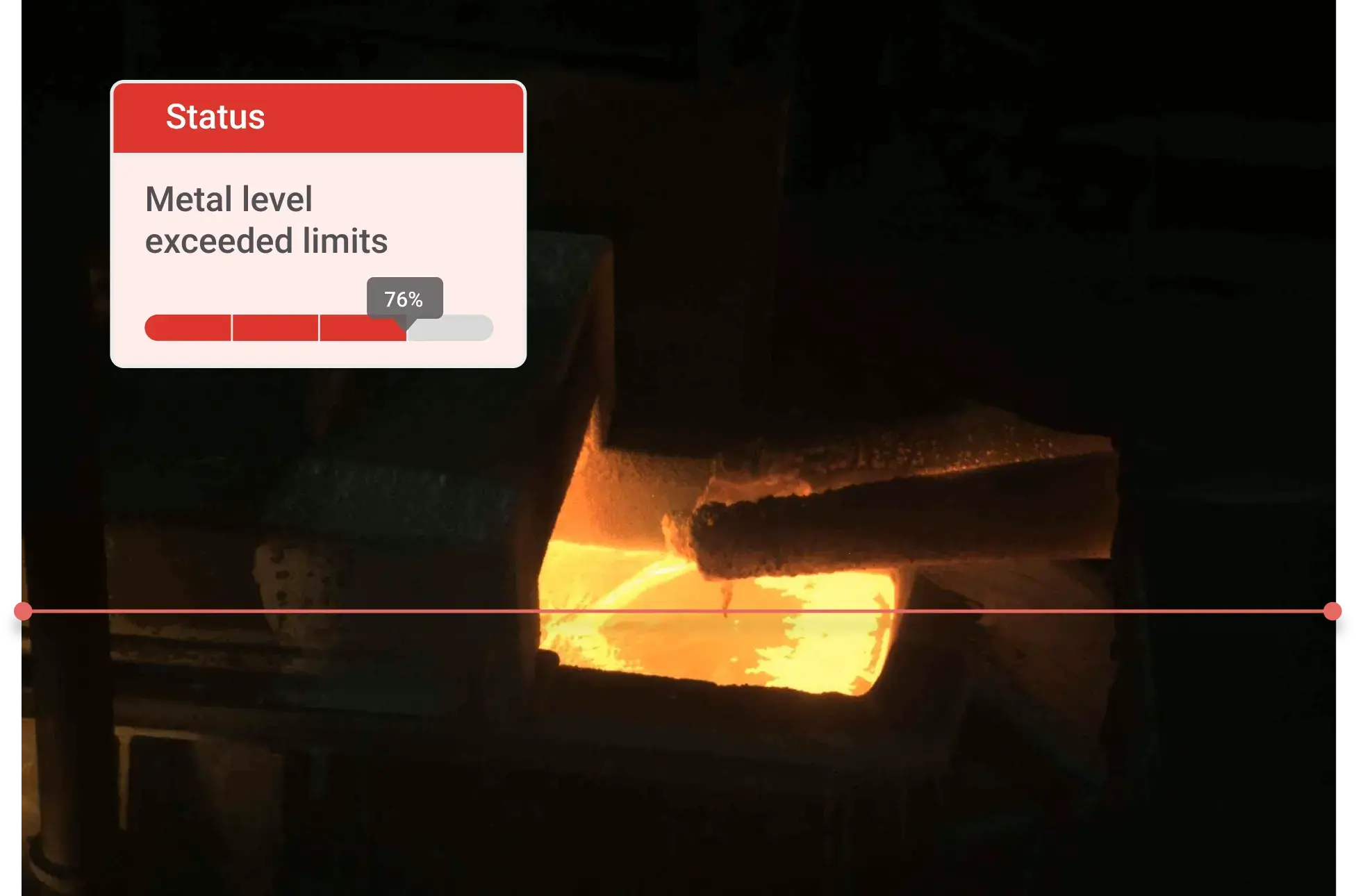
The AI-powered Level Monitoring System uses infrared and optical analytics to continuously measure molten...
Reduce Downtime in Steel Plants Predictive Furnace Monitoring to Extend Equipment Life Achieved 95% accuracy...

Achieved a 70% reduction in temperature-related failures with AI-powered monitoring of switchyard assets,...

Achieved 70% Reduction in downtime of conveyor failures with Ripik AI conveyor belt monitoring system....

Reducing inconsistencies in calorific values through AFR monitoring optimizes combustion efficiency,...
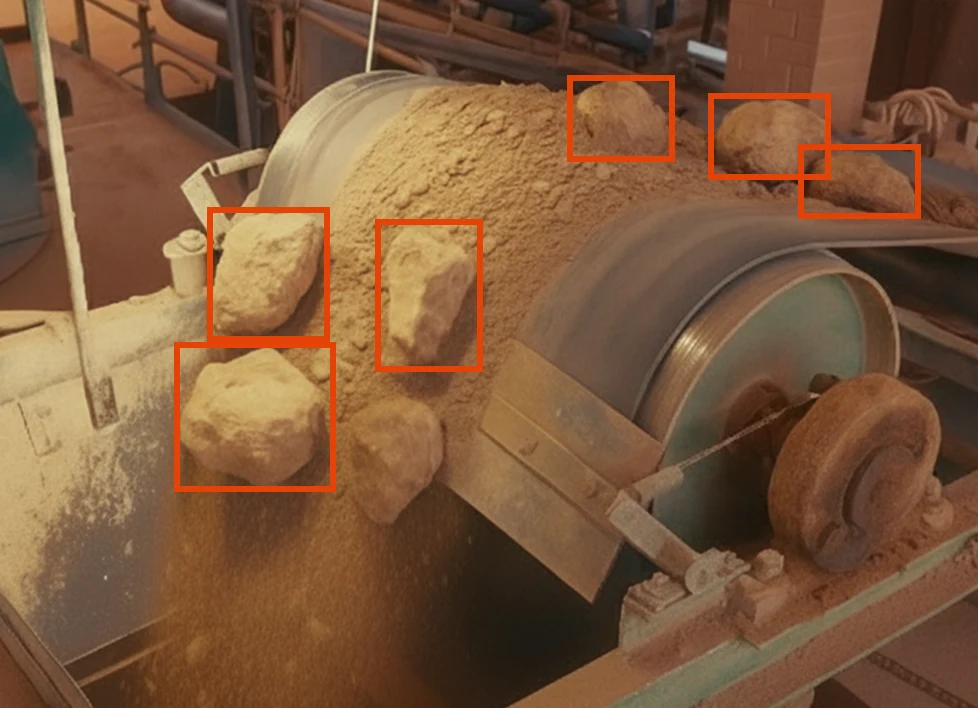
Achieved an 82% reduction in crusher blockages and a 20% decrease in unwanted stoppages in cement crusher...

The Flare Stack Monitoring System delivered over 90% measurement accuracy, replacing manual judgment...

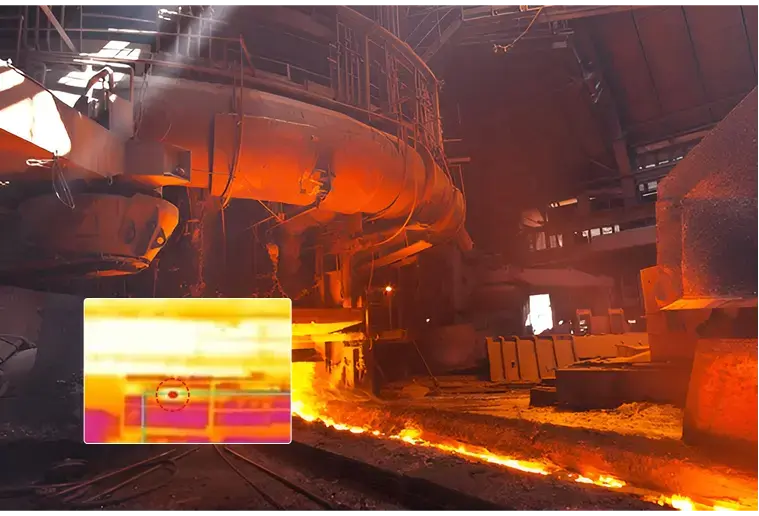
Ripik AI's Ladle Activity Tracker enhanced ladle operations in steel plants with comprehensive real-time...

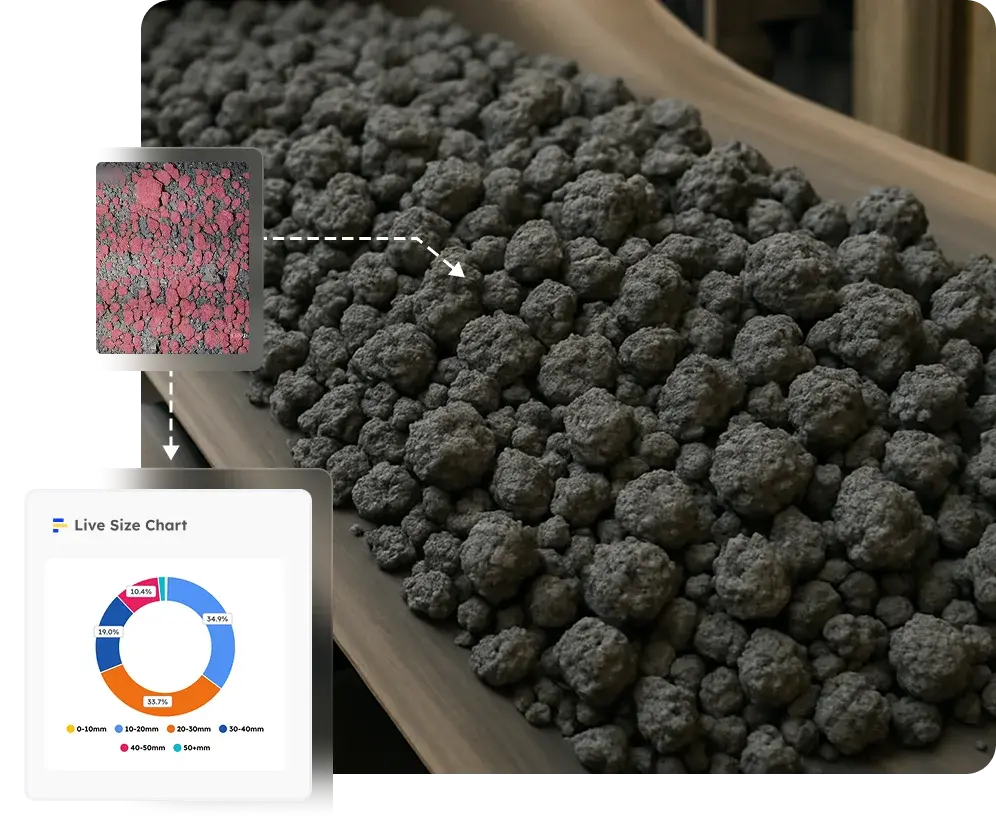
Ripik AI's material sizing solution achieved 95% accuracy, significantly enhancing raw material monitoring...









