AI agents are revolutionizing businesses by automating processes, improving decision-making, and optimizing efficiency. Leveraging machine learning and intelligent automation, they analyze vast amounts of data in real time, providing actionable insights and streamlining operations.

Vision AI is an advanced artificial intelligence-powered system that uses computer vision to interpret and analyze visual data from industrial environments. Unlike traditional image processing, which follows static rule-based programming, Vision AI integrates deep learning to identify patterns, detect anomalies, and continuously learn and adapt to changing conditions.

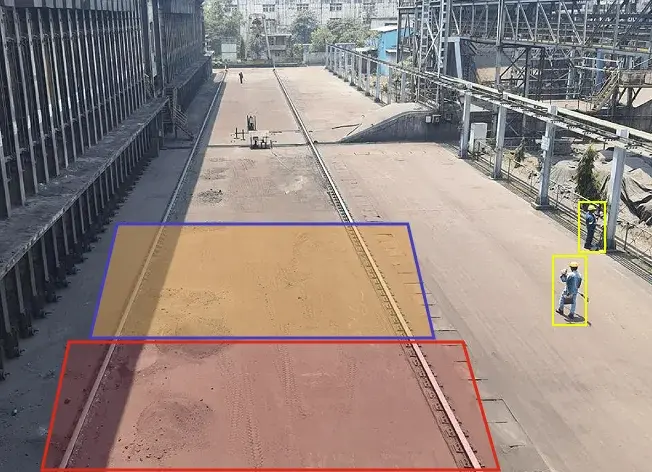
Automating stockpile volume measurement with Vision AI and LiDAR for industries such as mining, cement, steel, and other manufacturing sectors, enhancing both operational efficiency and safety.

Agentic AI applications in manufacturing can optimize production lines, predict equipment failures, and adjust operations in real-time.
As industries continue to evolve and demand higher levels of productivity, the adoption of computer vision applications in industrial settings will play a pivotal role in shaping the future of process optimization.
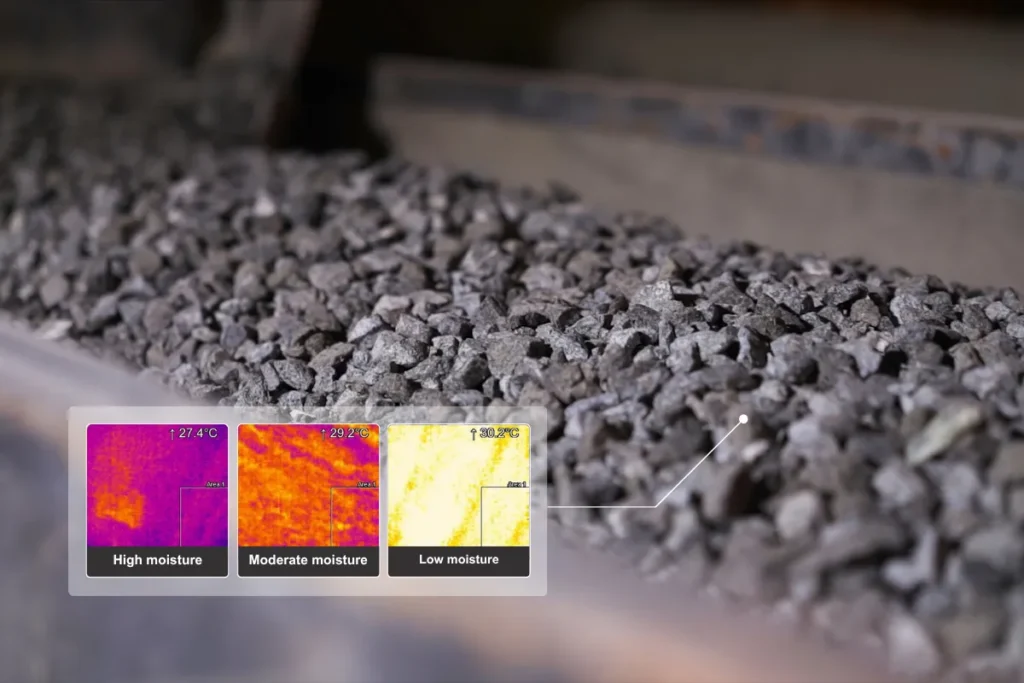
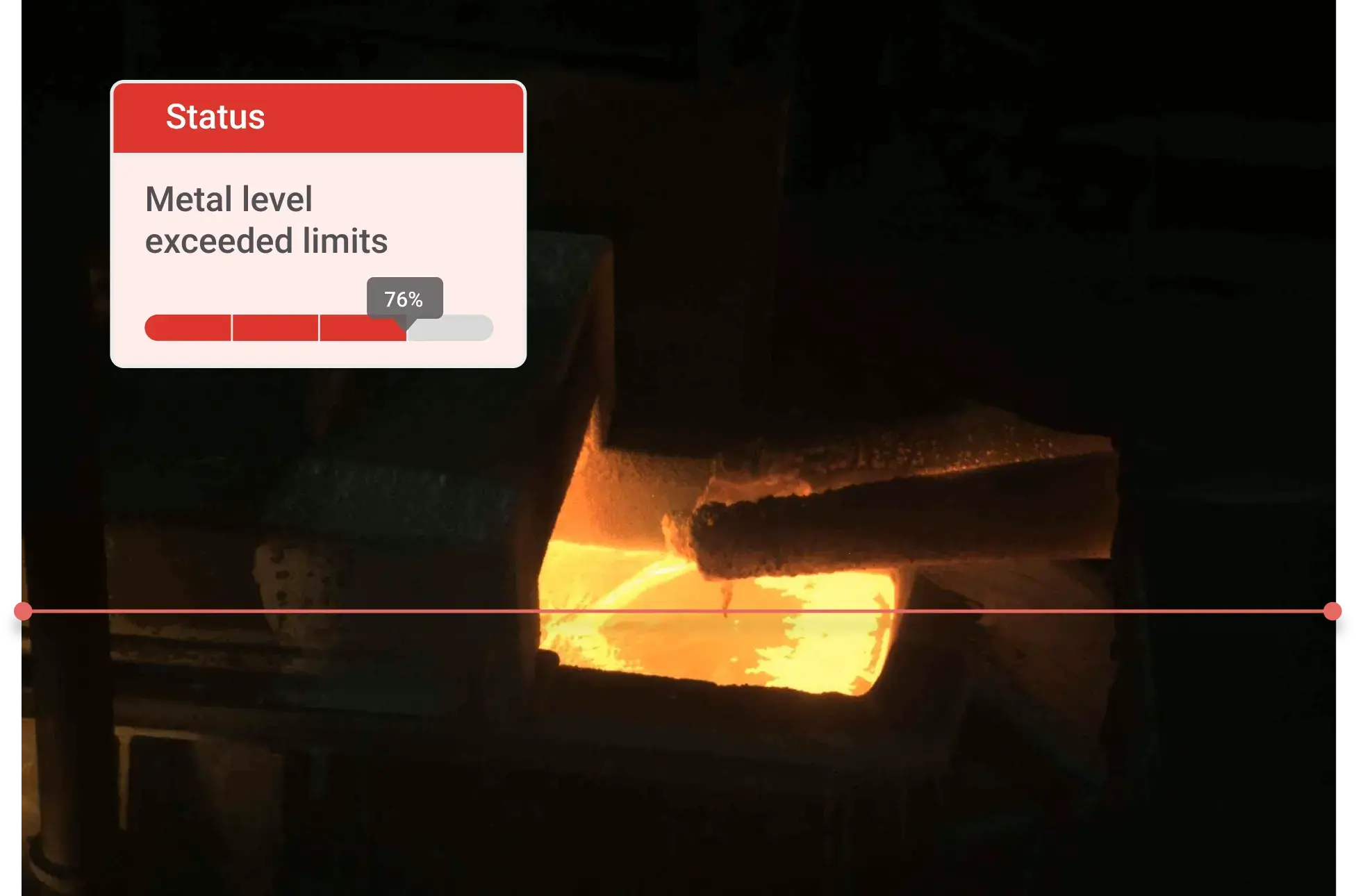
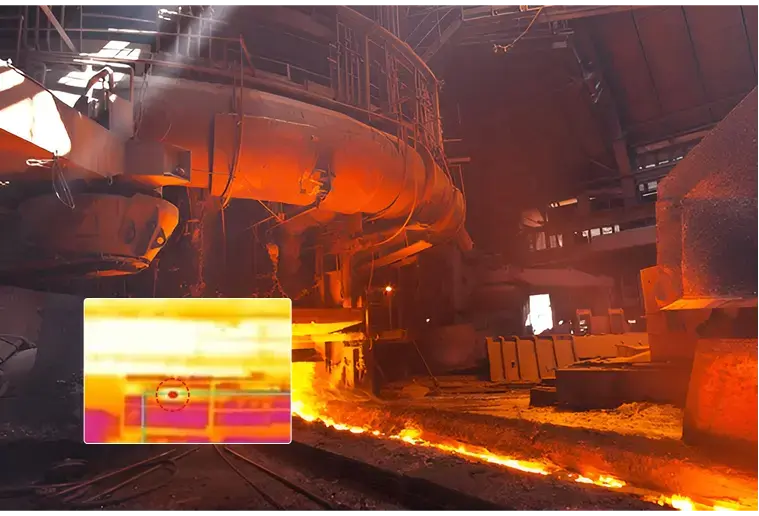
Accurate raw material moisture analysis plays a pivotal role in industrial operations, directly influencing product quality, energy efficiency, and operational costs. Vision AI and infrared-based monitoring enable real-time monitoring of moisture content in materials with unparalleled precision.

Eliminating downtime in cement plants is no longer a distant goal but a tangible reality with the adoption of AI. Through advanced capabilities like real-time monitoring, predictive maintenance system, and process optimization, AI empowers cement manufacturers to address equipment issues proactively, ensuring uninterrupted operations.

Optimizing cloud architectures for cost-effectiveness is the major goal of such an architecture. The idea is similar to how a city’s structure can be optimized to minimize resource consumption and traffic congestion.
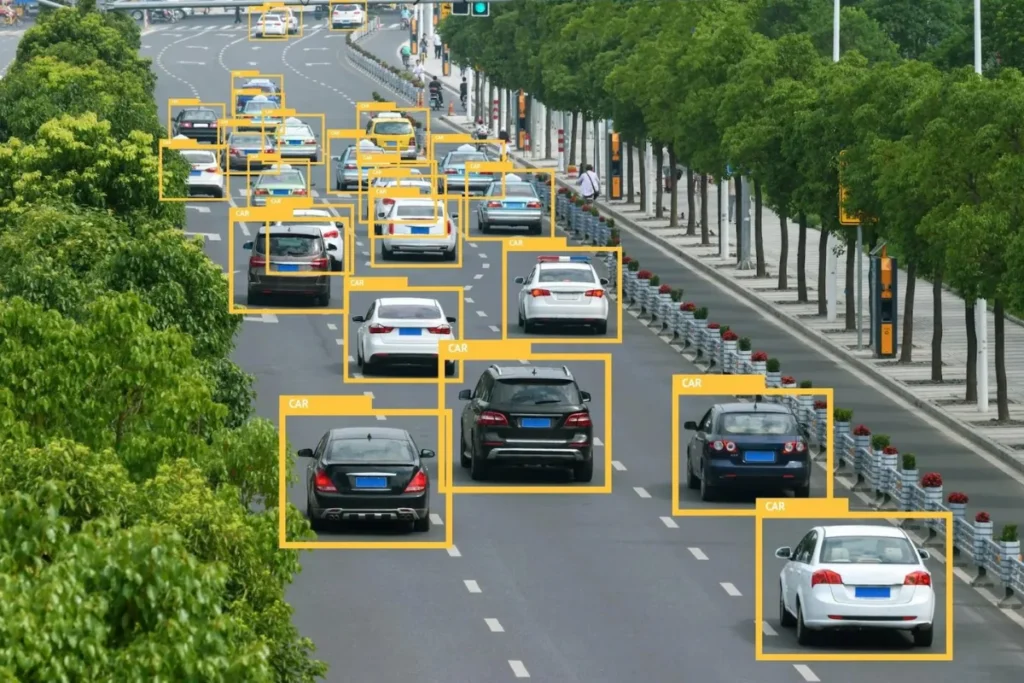
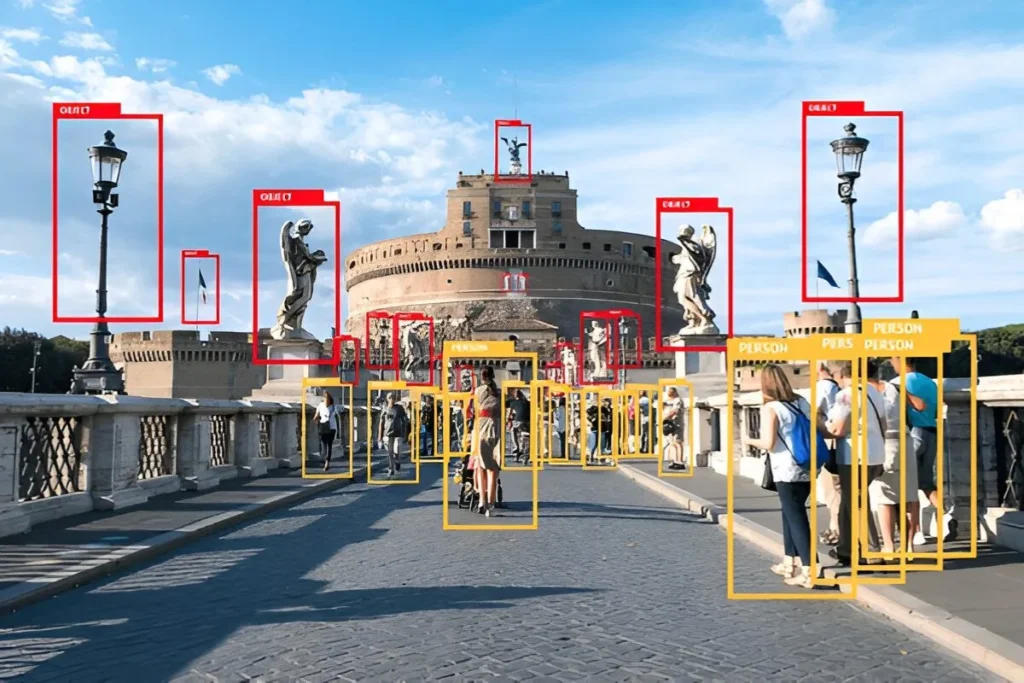
Computer vision technology is a replica of human vision by enabling machines to “see” and analyze images and videos but at a much higher speed and accuracy.

AI is nowadays playing a pivotal role in contributing towards the reduction of the carbon footprint in cement industry. AI for alternative fuel resources enable real-time tracking of alternative fuel quality and distribution, optimizing how fuels like biomass, plastic waste, and refuse-derived fuel (RDF) are fed into cement kilns.