
Zero Downtime, High Yield, AI-Driven Vision
Zero Downtime, High Yield, AI-Driven Vision
Manufacturing is the backbone of industrial progress, but it has its own challenges. Unplanned downtimes, equipment malfunctions, and escalating maintenance costs can significantly hinder production efficiency and result in substantial financial losses. In fact, unplanned downtime is among the most costly issues manufacturers face. According to industry reports, over 82% of companies have experienced unplanned downtime in the past three years, with an average cost of $300,000 per hour. Around 80% of industry experts also consider predictive maintenance essential. AI for predictive maintenance uses technologies such as machine learning and computer vision to monitor manufacturing equipment in real time, detect signs of wear or failure early, and optimize maintenance schedules before breakdowns disrupt operations.
Understanding how predictive maintenance uses equipment data to prevent deterioration, improve maintenance timing, and strengthen operational efficiency is increasingly important for manufacturing professionals, operations managers, maintenance teams, and industrial technologists responsible for plant performance and reliability.
With the boom of AI in the manufacturing sector, predictive maintenance with AI has emerged as a practical way to improve equipment reliability, reduce maintenance costs, and support safer, more efficient operations. This article explains what predictive maintenance is, how AI and computer vision help monitor equipment health, where these systems are used in manufacturing settings such as conveyor and crusher monitoring, and the benefits, challenges, and best practices for implementation.
Predictive maintenance is a proactive approach that utilizes advanced technologies, such as AI, computer vision, data analytics, and other machine learning algorithms, to monitor the condition of equipment in real-time. Manufacturing predictive maintenance is a proactive strategy that enables industries to foresee and prevent equipment failures, dramatically improving operational efficiency.
Traditionally, manufacturers have relied on time-based maintenance or Reactive maintenance, which often leads to unnecessary downtime and higher operational costs. Time-based maintenance is a form of planned maintenance and scheduled maintenance based on fixed intervals, regardless of the actual condition of the critical assets, which results in over-maintenance, where parts are replaced too early, or under-maintenance, where failures occur unexpectedly. Reactive maintenance, on the other hand, involves fixing equipment only after it breaks down, with corrective maintenance referring to repair work after deterioration or failure is identified, leading to unplanned outages and potentially costly repairs.
In contrast, predictive maintenance in the manufacturing industry leverages advanced technologies, such as AI and machine learning, for real-time industrial equipment condition monitoring and predictive analytics to predict potential failures before they occur. Predictive maintenance works by emphasizing the role of data collection from visual data and the use of machine learning and AI techniques to predict machinery failures, enabling timely repairs and minimizing costs associated with operational breakdowns. This proactive approach minimizes downtime, reduces maintenance costs, and enhances overall operational efficiency by addressing issues based on data-driven insights rather than arbitrary schedules or after-the-fact fixes, which helps reduce unnecessary maintenance tasks tied to fixed routines.

Computer Vision and AI have played a game-changer in predictive maintenance by enhancing the precision, speed, and efficiency of equipment monitoring while helping teams analyze data from monitoring systems, not just collect it. Computer Vision AI role in predictive maintenance goes beyond simple sensor data collection and analysis. By applying machine learning (ML) algorithms and advanced analytics, Computer Vision AI significantly enhances the monitoring and analysis of equipment health and detects subtle defects and anomalies that sensors might overlook, enabling more accurate predictions of equipment failures. Predictive maintenance technology is crucial in improving operational efficiency, such as monitoring equipment to prevent failures and optimize resource usage in manufacturing processes. As a result, maintenance can be more precisely targeted, reducing unplanned downtime, cutting repair costs, and extending machinery lifespan. This data-driven approach not only improves the reliability of predictive maintenance but also optimizes maintenance schedules, reduces operational costs, and extends the lifespan of machinery for better asset maintenance.
The integration of computer vision for predictive maintenance in manufacturing is reshaping how industrial operations approach equipment health and reliability. By leveraging advanced visual data analysis, manufacturers can move beyond traditional time-based maintenance to a smarter, more responsive model. Here are impactful ways AI-powered computer vision is enabling predictive maintenance in the manufacturing industry:
Using high-resolution cameras and deep learning algorithms, computer vision systems continuously analyze visual data to detect subtle anomalies—such as surface cracks, abnormal wear, fluid leaks, or unusual vibrations through vibration analysis—that signal potential machine failure. These visual discrepancies, often too minor for the human eye, are compared against baseline images to quickly identify issues, making computer vision predictive maintenance both accurate and proactive.
Computer vision AI enables precise monitoring of equipment components by identifying and segmenting areas of wear or corrosion. Techniques like semantic segmentation help localize damage with pixel-level accuracy to optimize equipment lifetime by planning interventions before damage compounds. This capability provides insights into the remaining useful life of critical parts, helping maintenance teams schedule interventions before breakdowns occur, reducing downtime and ensuring operational continuity.
By analyzing live visual feeds from the production lines, computer vision systems can detect deviations from standard operating conditions—such as overheating, pressure anomalies, or speed inconsistencies. These insights are instantly relayed to maintenance teams via alerts, allowing for immediate corrective action. Real-time monitoring enhances the reliability of predictive maintenance in manufacturing, helping avoid costly disruptions.
AI for predictive maintenance in manufacturing also includes object recognition capabilities. Computer vision models can identify and track tools, components, and machinery throughout the production environment. Algorithms such as Single Shot MultiBox Detectors (SSD) enable real-time object classification and tracking, helping prevent tool misplacement, misuse, or unauthorized access—critical for both safety and asset efficiency.
By analyzing live visual feeds from the production lines, computer vision systems can monitor machine operations and detect deviations from standard operating conditions—such as overheating, pressure anomalies, or speed inconsistencies. These insights are instantly relayed to maintenance teams via alerts, helping maintenance personnel respond faster with immediate corrective action. Real-time monitoring enhances the reliability of predictive maintenance in manufacturing, helping avoid costly disruptions.
Computer vision AI uncover patterns and early indicators of failure. By using historical image data in conjunction with machine learning, manufacturers can anticipate potential issues and plan maintenance activities accordingly, and stronger data collection improves the accuracy of a predictive maintenance model. This fusion of computer vision and predictive analytics is a game-changer for predictive maintenance in manufacturing, shifting the focus from reactive to preventative maintenance strategies through practical predictive maintenance work that supports planning.
Plant uptime is crucial for operational success, and preventing breakdowns is a key strategy to achieve it. To address this, a shift towards preventive and predictive maintenance is essential, relying on continuous condition monitoring and visual data to provide a more accurate assessment of equipment health. Vision AI for predictive maintenance captures ten times more information than traditional methods, detecting significantly more anomalies and preventing many more failures. By providing deeper, real-time insights into equipment health, it enables proactive maintenance that reduces downtime and enhances operational efficiency. A predictive maintenance system is a comprehensive solution for industrial operations that comprises several components and must connect with existing systems like ERP and MES, a process that can be complex and costly.
Vision AI in predictive maintenance solutions has a wide range of applications across multiple industries. Here are a few notable examples
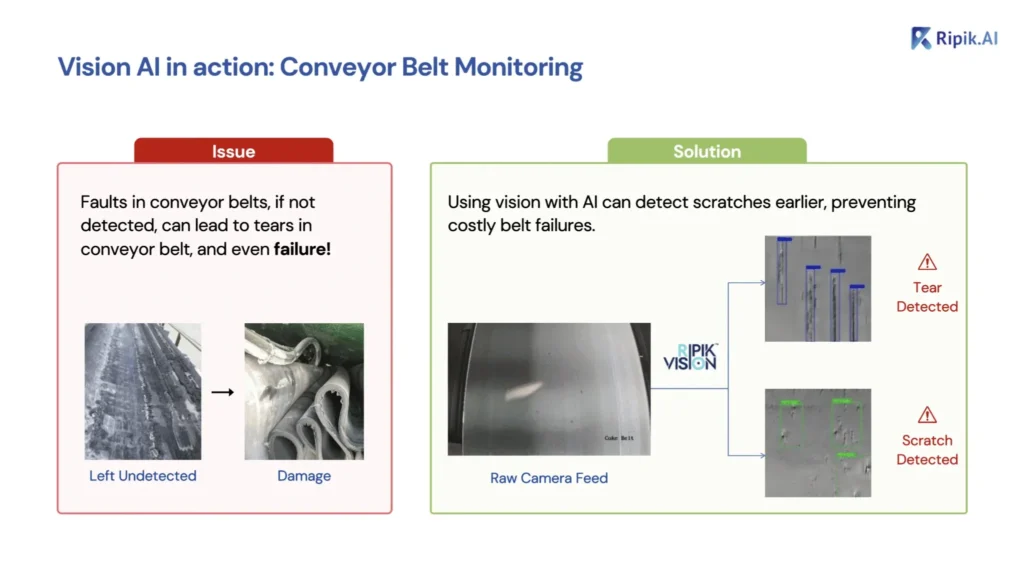
Conveyor belts are the lifeline of many manufacturing plants, facilitating the seamless movement of materials across various production stages. However, minor issues such as surface scratches, belt misalignment, or small abrasions can quickly escalate into larger problems, including major tears or even complete belt failures. Conveyor belt monitoring with vision AI enables continuous analysis of belt conditions. These advanced computer vision systems can detect early signs of damage before they become catastrophic, allowing operators to intervene before a breakdown occurs. Predictive maintenance with computer vision reduces unplanned downtime, helps teams maintain a more efficient maintenance schedule, and extends the operational life of conveyor belts, ensuring uninterrupted productivity and significant cost savings for manufacturers.
Ladles play a crucial role in industries such as steelmaking, foundries, and metal refining where it is used for transporting hot metal with cranes pose significant safety risks, necessitating strict adherence to Standard Operating Procedures (SOPs). Key SOPs include locking ladles before crane movement and ensuring no train movement until ladles are securely placed. Manual monitoring of these procedures introduces the potential for error. Computer Vision-based ladle monitoring system addresses these challenges by providing real-time tracking and analysis of ladle processes. This advanced system ensures SOP compliance throughout ladle movement, effectively minimizing the risk of accidents and material losses. By automating and enhancing monitoring capabilities, the ladle monitoring system significantly improves safety and operational efficiency in metal handling operations.
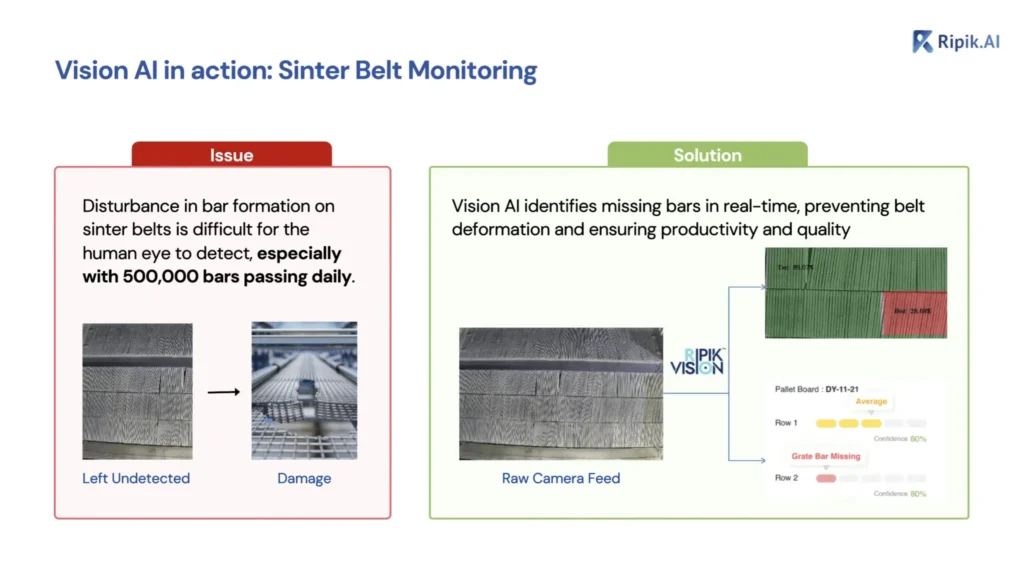
Sinter belts are crucial in the steel industry, transporting materials through various production stages. With over 500,000 bars passing daily, detecting issues like ten missing bars is nearly impossible for the human eye. Such disturbances can cause belt deformation, reduced transport efficiency, and product quality degradation. Vision AI for predictive maintenance enables 24/7 monitoring with real-time alerts, automatically detecting missing or misaligned bars with precision. This early detection allows operators to act swiftly, preventing belt damage and minimizing production disruptions. By ensuring belt integrity, Vision AI maintains productivity and safeguards product quality, reducing costly delays or defects.
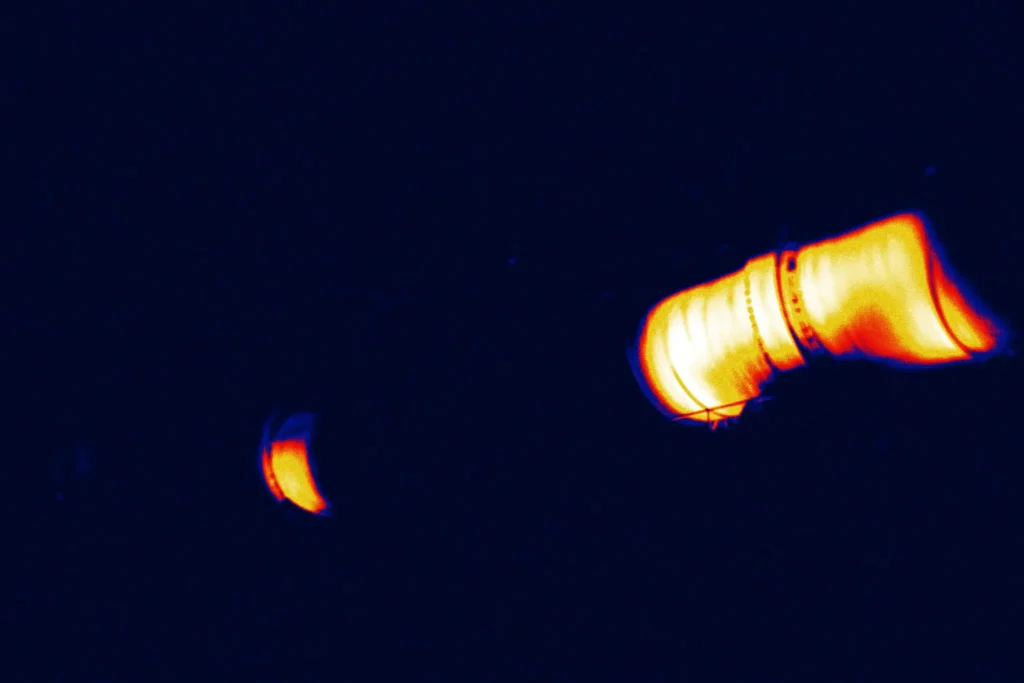
Equipment Refractory wear and damage often go undetected until they result in critical failures, leading to costly unplanned shutdowns. Traditional inspection methods and manual monitoring lack real-time visibility, making it challenging to predict potential machine failure. Visual AI platform with Infrared based monitoring uses infrared analysis and thermal imaging to enable real-time refractory monitoring of equipment such as, kilns, ladles, furnaces, and boilers, detecting early signs of wear, cracks, hotspots, and other heat-related issues. By enabling predictive maintenance in manufacturing industry to improve overall equipment effectiveness (OEE), minimize downtime, and extend refractory lifespan, ensuring long-term operational efficiency and reliability.
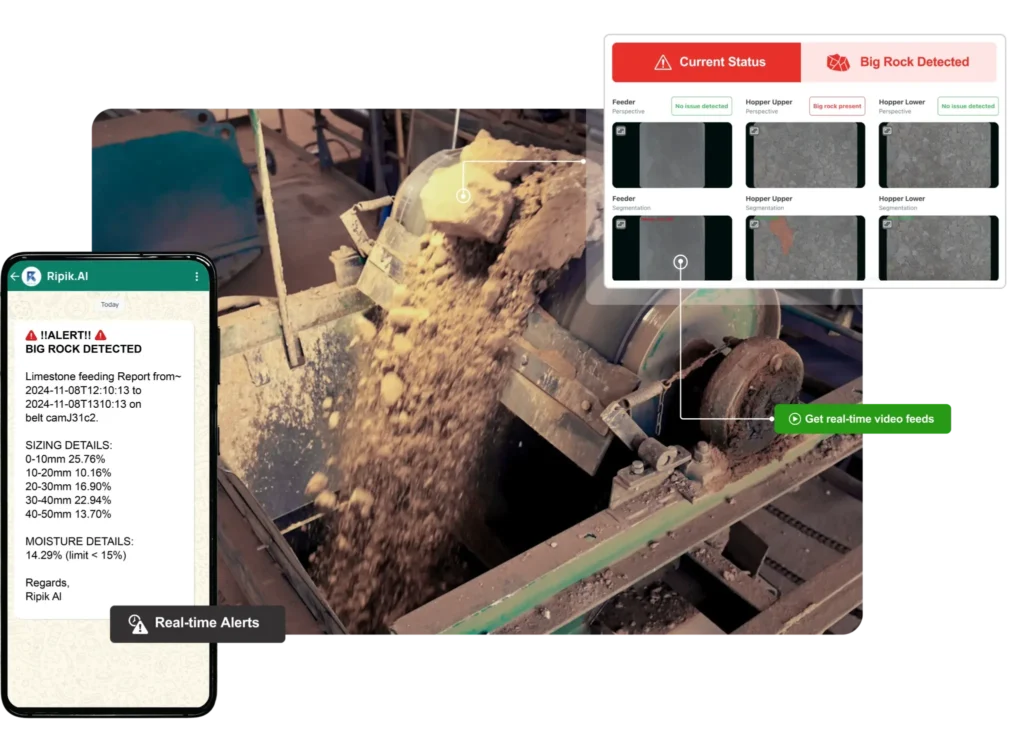
Crushers play a critical role in cement plants, ensuring efficient material processing. However, blockages and breakdowns remain a major cause of unplanned downtime, often resulting from oversized rocks, improper material flow, and equipment overload. Implementing predictive maintenance in cement plants through Vision AI enables real-time monitoring of crushers by detecting rocks greater than 1 meter that could damage the crusher, triggering instant alerts to prevent failures. By leveraging condition-based maintenance, this AI-driven system enhances equipment reliability, reduces downtime, and optimizes overall plant efficiency.
Flare stacks play a vital role in burning off excess gases generated during the coking process, and any malfunction can lead to safety hazards and regulatory violations. Vision AI enables real-time monitoring of flare stack operations, detecting issues such as flame instability, excessive smoke, and abnormal emissions before they escalate into major failures. By leveraging predictive analytics, this system helps identify potential equipment failures early, reducing unplanned downtime and optimizing maintenance schedules. Implementing predictive maintenance for flare stacks enhances equipment reliability, improves safety, and ensures compliance with environmental regulations, ultimately increasing overall plant efficiency. Predictive maintenance is critical for ensuring the reliability and efficiency of flare stacks in coke plants.
In the realm of industrial machine monitoring, Vision AI is emerging as a transformative technology. The integration of computer vision for predictive maintenance in manufacturing is redefining how industries manage equipment health and operational reliability. By harnessing advanced computer vision and real-time data analysis, Vision AI enables automated visual inspections that maintain consistent quality control without interrupting workflows. It also delivers real-time insights, empowering informed decision-making and timely operational adjustments.
AI for predictive maintenance significantly enhances Fault Detection and Diagnosis (FDD) by continuously monitoring equipment in real-time and identifying anomalies or deviations from normal behavior. Through advanced computer vision algorithms, AI can detect early signs of potential faults such as unusual vibrations, temperature fluctuations, or performance inconsistencies, which might go unnoticed by traditional monitoring methods. By predicting these issues before they escalate, AI enables timely interventions, reducing unplanned downtime, extending equipment life, and improving overall operational efficiency for manufacturers.
One of the key advantages of predictive maintenance in manufacturing using Vision AI is its ability to detect potential equipment failures before they occur. By continuously monitoring machinery in real time and analyzing historical performance data, Vision AI provides timely insights that support the maintenance team in intervening earlier and avoiding disruptions. This proactive approach minimizes costly downtime and empowers maintenance teams to carry out preventive maintenance instead of reacting to unexpected breakdowns. Moreover, Vision AI can analyze large volumes of visual and operational data to identify subtle patterns—such as early signs of wear, misalignment, or degradation—resulting in more accurate predictions and optimized maintenance scheduling. The outcome is smoother operations, better resource utilization, and a longer equipment lifespan.
Traditional maintenance methods often fail to detect subtle signs of equipment failure, relying on scheduled inspections or reactive approaches that can miss early-stage issues. In contrast, predictive maintenance with computer vision and AI enhances monitoring by using detailed equipment images and operating signals alongside data collected. This computer vision technology detects even the most minor anomalies, such as micro-cracks or misalignments, that traditional sensors or human inspections might overlook, and better data improves decision accuracy. By identifying potential problems early, predictive maintenance with computer vision system allows for timely interventions, improving equipment reliability, reducing downtime, and extending the lifespan of assets.

Computer vision predictive maintenance identifies early equipment issues and optimizes a broader predictive maintenance strategy. Implementing predictive maintenance can reduce maintenance costs by 25-30%. By leveraging advanced computer vision AI algorithms to detect and analyze even the most subtle anomalies, this approach enables manufacturers to anticipate problems before they escalate into costly emergencies. This foresight allows for strategic planning of maintenance activities, minimizing the need for urgent repairs and reducing the frequency of unnecessary part replacements. Consequently, it significantly reduces repair and labor costs, streamlines maintenance operations, and enhances overall equipment efficiency. This proactive approach extends the machinery's lifespan and contributes to smoother production operations and substantial cost savings. Companies may see ROI within three to nine months after deploying AI-driven predictive maintenance.
One of the standout benefits of AI for manufacturing equipment monitoring is the wealth of historical data that it generates, which offers manufacturers invaluable insights into manufacturing equipment performance and operational efficiency. By continuously collecting and analyzing detailed data, often supported by cloud computing for managing operational and historical maintenance data, AI enables manufacturers to track performance metrics, detect emerging issues, and assess the effectiveness of maintenance strategies in real-time. This rich dataset empowers manufacturers to make informed, data-driven decisions regarding equipment upkeep, schedule maintenance, process optimization, and overall operational improvements. Leveraging these insights leads to more competent maintenance practices, enhanced process efficiencies, and informed strategic planning, ultimately fostering a more responsive, agile, and efficient manufacturing environment while supporting broader digital transformation.
Through real-time insights and timely interventions, Vision AI plays a crucial role in extending the lifespan of manufacturing equipment by intercepting minor issues before they escalate into severe problems. Continuous monitoring equipment with AI enables the detection of early signs of wear, misalignment, or other anomalies that might go unnoticed. Addressing these issues promptly prevents them from developing into costly, major failures that could lead to significant downtime and expensive repairs. This proactive approach ensures that machinery operates at peak efficiency for extended periods, resulting in substantial long-term savings on replacements and maintenance. Vision AI for predictive maintenance contributes to more reliable and cost-effective manufacturing operations by optimizing equipment performance and extending asset longevity.
Predictive maintenance enhanced by computer vision offers a technical edge through continuous, real-time equipment monitoring. By leveraging high-resolution imaging and advanced algorithms, these systems detect early signs of potential issues, such as temperature anomalies, structural deformations, and wear patterns. This continuous surveillance enables proactive identification of problems before they develop into critical failures or safety hazards. The system's ability to perform precise, automated analyses reduces human error and provides actionable insights, allowing operators to implement timely interventions. This improves operational efficiency and equipment reliability and significantly enhances workplace safety by preventing accidents and downtime.
Vision AI allows manufacturers to allocate resources more effectively by providing precise, real-time insights into equipment conditions. With advanced image analysis and anomaly detection, maintenance teams at manufacturing facilities can identify which assets need immediate attention and which are functioning optimally. This targeted approach reduces wasted time, materials, and labor by focusing efforts only where they are needed most. As a result, operations remain streamlined and efficient, minimizing downtime and extending the lifespan of equipment. Manufacturers can achieve better overall productivity and cost savings by optimizing resource allocation.
By incorporating computer vision predictive maintenance programs, manufacturers can optimize performance, increase productivity, and reduce costs—all while maintaining safer and more reliable production environments.
Conclusion
Incorporating AI and computer vision into predictive maintenance is revolutionizing the manufacturing industry by providing advanced tools for proactive equipment management. Traditional maintenance strategies, often reactive or based on fixed schedules, can lead to costly downtimes and inefficiencies. By contrast, AI for predictive maintenance offers real-time monitoring and precise anomaly detection, enabling manufacturers to implement predictive maintenance as part of a broader maintenance strategy and predictive maintenance program before issues escalate into major problems. This proactive approach not only minimizes unplanned downtime but also optimizes operational efficiency and extends the lifespan of equipment.
The advantages of these predictive maintenance systems are substantial, including reduced downtime, improved accuracy, and significant cost savings. Predictive maintenance implementation is most effective when integrated into a computerized maintenance management system, especially for tracking assets such as hydraulic systems. AI and computer vision generate valuable data that informs better decision-making, and manufacturing companies use these systems to improve asset maintenance and achieve reduced maintenance costs. As the manufacturing sector becomes increasingly complex, leveraging these cutting-edge technologies will be crucial for maintaining a competitive edge and achieving more reliable and cost-effective operations.
Insights and perspectives from Ripik.ai's thought leaders
Predictive Maintenance in Manufacturing Industry: A Complete Guide Introduction Predictive maintenance...
Discover how AI in cement manufacturing improves kiln optimization, energy efficiency, predictive maintenance,...

Vision AI unlocks the true value of this existing infrastructure by continuously analyzing live video...

AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
In modern steel plants, operational stability depends not only on equipment performance and automation...
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.