
Zero Downtime, High Yield, AI-Driven Vision
Zero Downtime, High Yield, AI-Driven Vision

In modern steel plants, operational stability depends not only on equipment performance and automation but also on the consistency of raw materials, particularly coal and coke. Variations in particle size distribution and moisture content significantly influence combustion efficiency, material flow, reaction kinetics, and overall process reliability across interconnected units such as coke ovens, blast furnaces, boilers, and power plants. Maintaining stable raw material properties is essential to sustain predictable thermal behavior and continuous production.
The physical characteristics of coal and coke directly affect heat transfer, permeability, and material handling performance. Even minor fluctuations in size distribution or moisture content can disrupt steady-state conditions, leading to operational disturbances such as incomplete combustion, unstable carbonization, increased fuel consumption, and higher mechanical stress on equipment.
Effective monitoring and control of coal and coke properties are therefore critical for maintaining process stability, optimizing energy utilization, and ensuring consistent production efficiency across the steel manufacturing value chain.
In steelmaking operations, coal is primarily used as a fuel for steam and power generation, while coke serves as a structural and energy source in high-temperature metallurgical processes. Coal is mined in a wet state, which affects its initial properties and handling requirements. However, both materials are handled, stored, and transported through common material handling systems, making them equally sensitive to variability in sizing and moisture. Coal is often crushed to achieve the desired particle size for efficient processing, and its density influences how it is handled and processed. Effective control of these properties supports efficient energy utilization, reduces operational disturbances, and improves overall plant productivity.
Coal and coke are utilized across multiple process units within a steel plant, each with specific operational requirements but similar dependence on consistent raw material properties. Variations in size distribution or moisture can affect combustion stability, reaction efficiency, and equipment performance across these systems.
Coke Ovens: Coal is carbonized in coke ovens to produce metallurgical coke. Uniform coal size and controlled moisture are critical for consistent carbonization, coke strength, gas generation, and safe oven operation.
Blast Furnaces: Coke is used as both a fuel and a reducing agent. Stable coke size distribution supports proper gas flow, burden permeability, and efficient ironmaking performance.
Boilers: Coal is combusted in boilers to generate steam for plant operations. Particle size and moisture levels directly affect combustion efficiency, flame stability, and heat transfer performance.
Power Plants: Coal-fired power plants produce the electricity required for steel plant operations. Consistent coal quality ensures reliable pulverizer operation, stable combustion, and steady power generation.
Sinter Plants: Coke breeze is used as a fuel in the sintering process to agglomerate iron ore fines. Proper sizing and moisture control are necessary for uniform ignition, consistent sinter quality, and efficient fuel utilization.
Material Handling Systems: Coal and coke are transported through conveyors, crushers, screens, and storage yards. Variations in size or moisture can lead to flow disruptions, blockages, segregation, and increased equipment wear, affecting downstream process stability.
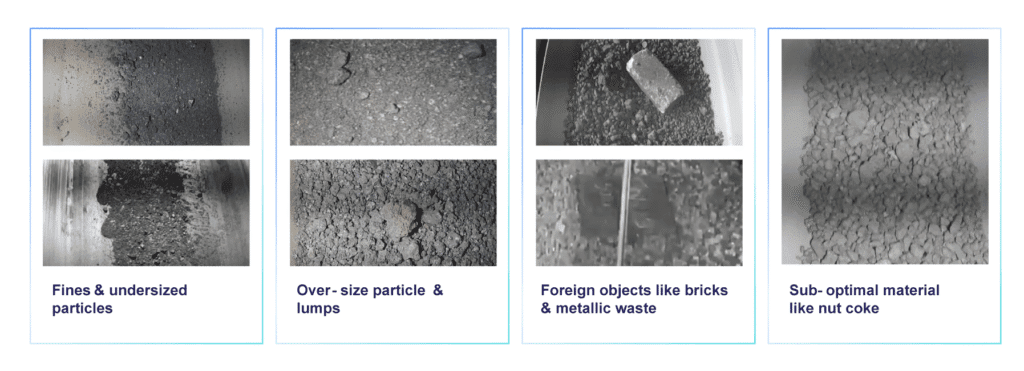
Lack of proper control over coal and coke particle size distribution leads to unstable combustion behavior, where oversized particles burn slowly and excessive fines burn rapidly or remain partially unreacted. This inconsistency disrupts heat transfer and temperature control across boilers, coke ovens, and other thermal systems, resulting in reduced thermal efficiency, higher specific fuel consumption, and difficulty maintaining steady operating conditions.
Improper particle size distribution, particularly the presence of excessive fines or irregular coke sizing, can restrict airflow and reduce permeability within process beds and combustion systems. This challenge leads to unstable gas flow patterns, increased pressure fluctuations, and inefficient reaction conditions, ultimately reducing process stability and operational reliability across units such as sinter plants, coke ovens, and high-temperature process systems.
In coal-fired boilers and power generation units, inconsistent coal sizing directly affects pulverizer efficiency and combustion stability. Oversized particles increase grinding load, while excessive fines can disrupt airflow and fuel distribution within the burner system. These conditions reduce pulverizer throughput, lower boiler efficiency, and result in unstable steam generation, ultimately impacting power reliability and increasing fuel consumption.
Variability in coal particle size distribution can lead to uneven heat penetration and irregular reaction behavior during carbonization. This challenge results in non-uniform coke formation, reduced coke strength, and variability in coke quality parameters, which can affect downstream process performance and reduce overall production consistency in integrated steel operations.
Without reliable size analysis, coal and coke may not be utilized efficiently during combustion or carbonization processes. Oversized particles may remain partially unreacted, while excessive fines may be lost during handling or carried away with exhaust gases. This inefficient utilization increases raw material consumption and operating costs while reducing overall process efficiency.
Irregular coal and coke particle sizes can create uneven mechanical loads on crushers, screens, conveyors, feeders, and handling systems. Oversized lumps can cause blockages or impact damage, while abrasive fines accelerate wear on equipment surfaces. Over time, this leads to frequent maintenance, reduced equipment lifespan, and increased risk of unplanned downtime.
Uncontrolled particle size distribution can cause segregation, bridging, and inconsistent flow behavior in bunkers, hoppers, and transfer points. These flow disruptions result in irregular material feeding to coke ovens, boilers, and other process units, leading to fluctuating operating conditions, reduced process stability, and lower plant productivity.
Improper coal and coke sizing, especially excessive fines generation, can lead to incomplete combustion and increased particulate emissions during thermal processes. This challenge increases environmental compliance risks, requires additional dust control measures, and raises operational costs associated with emission management and housekeeping.
High inherent moisture in coal and coke can weaken particle integrity during crushing and handling, causing material to break down into excessive fines. These fines reduce effective particle size distribution control, leading to poor combustion efficiency, increased dust carryover, and reduced permeability in process beds, ultimately affecting process stability and fuel utilization. Residual moisture, which is the amount remaining after pre-treatment, is important for accurate analysis and understanding how moisture impacts fines generation.
Moist coal and coke tend to adhere to screen surfaces and each other, reducing screening efficiency and making accurate size classification difficult. This results in improper size segregation, where oversized or undersized particles pass through screening systems, causing inconsistent feed quality to coke ovens, boilers, and other process units. Moisture values are often reported on an as-received basis, reflecting the condition of coal as it enters the plant and influencing screening outcomes.
Moisture promotes particle adhesion, causing coal and coke to stick together and form lumps or agglomerates during storage and transport. These agglomerates alter the effective particle size distribution and create flow disruptions, leading to blockages in chutes, feeders, and conveyors, and causing irregular material feeding rates. Moisture content is often considered in conjunction with other analytical parameters to assess overall coal quality and handling behavior.
When moisture content is high, coal and coke become more plastic and less brittle, making crushing operations less efficient and unpredictable. This results in uneven particle size distribution, increased recirculation loads, and reduced crushing efficiency, ultimately increasing energy consumption and reducing equipment performance.
Improper size classification caused by moisture-related issues often requires additional screening, crushing, or blending to correct particle size distribution. This increases material handling time, equipment utilization, and operational costs while reducing overall plant efficiency.
High moisture in coal not only affects handling and size analysis but also impacts combustion efficiency. High moisture reduces the calorific value of coal, lowering its energy output during combustion. Specific energy measurements are used to assess the energy output of coal, providing critical data for evaluating fuel suitability and efficiency in industrial applications.
Coal and coke size analysis plays a crucial role in steel industries because particle size distribution directly influences combustion efficiency, material flow, and overall process stability across units such as coke ovens, boilers, power plants, and material handling systems. Traditional methods for coal and coke size analysis—such as sieve analysis, laser diffraction, and manual microscopy—have been widely used but often face limitations including slow processing, operator dependency, sampling variability, and lack of real-time visibility into size changes during continuous operations. Additionally, volatile content can also be assessed alongside size distribution to provide a more comprehensive understanding of coal quality.
Sieve Analysis – Coal or coke samples are passed through stacked sieves to determine size distribution. Samples are often crushed before analysis to ensure accurate particle size measurement. It is widely used but labor-intensive, time-consuming, and provides delayed results, making it difficult to detect real-time size variability.
Laser Diffraction – Uses light scattering to measure particle size distribution of coal or coke in laboratory conditions. While accurate, it requires controlled sample preparation and frequent calibration and is not suitable for continuous, real-time monitoring in plant operations.
Manual Microscopy – Coal or coke particles are visually measured under a microscope. This method is slow, operator-dependent, and impractical for large-scale industrial processes where continuous size monitoring is required.
However, modern AI-powered image-based analysis provides a more efficient, accurate, and automated solution by enabling continuous monitoring of coal and coke sizing directly on conveyors, allowing early detection of variability and improved control of process performance. More consistent and reliable results are achieved through automated, real-time monitoring.

Coal and coke moisture analysis is crucial in steel plants because the moisture content directly impacts combustion efficiency, material handling, and energy consumption across coke ovens, boilers, and power plants. Traditional moisture measurement methods are widely used but often provide delayed results and limited visibility into real-time moisture variability. Modern moisture analysis technologies enable continuous and accurate monitoring, allowing for faster operational responses and improved process control. More accurate and timely results are achieved with continuous monitoring systems.
Oven Dry Method (Loss on Drying) – A coal or coke sample is heated in a laboratory oven to remove moisture, and the weight loss is measured to determine moisture content. During this process, a crucible is used to hold the sample while it is heated for moisture determination. This method is not accurate and is not widely used as a reference standard, but it is time-consuming, requires manual sampling, and does not provide real-time moisture information.
Manual Sampling and Laboratory Testing – Moisture is determined by collecting samples from conveyors or stockpiles and analyzing them in the laboratory. While commonly practiced, this method is dependent on sampling frequency and may not capture sudden changes in coal or coke moisture during continuous operations.
However, IR cameras and Vision AI systems combine high-resolution cameras, thermal imaging, and machine learning algorithms to analyze the visual and thermal characteristics of coal and coke. The system continuously monitors material on conveyors to detect moisture variability and identify abnormal conditions in real time. When moisture levels exceed specified limits or deviate, automated alerts are generated, enabling operators to take timely corrective action and maintain stable process performance and energy efficiency.
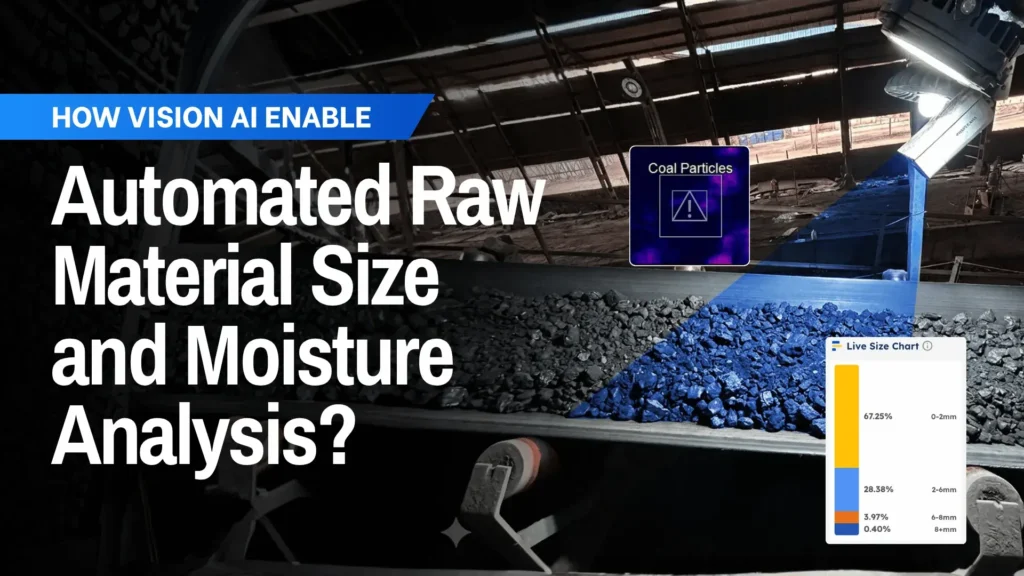
Vision AI enables automated raw material size and moisture analysis by capturing real-time visual and thermal data to measure particle size distribution and detect moisture variations across the bulk material stream. By continuously analyzing large volumes of material, Vision AI provides 95% accuracy of raw material size and moisture conditions. The system automatically identifies abnormal conditions such as excessive fines, oversized particles, or high moisture zones and generates instant alerts when values deviate from predefined operating limits. Below are the key importance of Vision AI.
Integrated IR cameras analyze temperature patterns on the material surface to identify moisture variations in coal and coke. Since wet material behaves differently thermally than dry material, the system can detect high moisture zones, uneven moisture distribution, or sudden changes in moisture levels, enabling accurate and continuous moisture monitoring without laboratory testing.
Integrated IR cameras analyze temperature patterns on the material surface to identify moisture variations in coal and coke. Since wet material behaves differently thermally than dry material, the system can detect high moisture zones, uneven moisture distribution, or sudden changes in moisture levels, enabling accurate and continuous moisture monitoring without laboratory testing.
Vision AI uses advanced image processing algorithms to automatically detect, measure, and classify coal and coke particles in real time. The system calculates key size parameters such as fines percentage, mean particle size, and size distribution trends, ensuring consistent sizing control and enabling early detection of excessive fines or oversized material.
Vision AI systems are configured with predefined operating thresholds for particle size and moisture levels. When deviations occur—such as high fines generation, oversized particles, or elevated moisture content—the system automatically generates alerts and notifications, allowing operators to take timely corrective action.
Vision AI platforms can be integrated with existing plant control systems, such as Distributed Control Systems (DCS) or plant monitoring dashboards. This integration enables automated responses—such as adjusting crusher settings, modifying feed rates, or activating drying systems—based on real-time size and moisture data.
Vision AI platforms provide data analytics and trend analysis based on continuous monitoring of raw material size and moisture. These insights help identify recurring patterns, variability trends, and operational deviations, supporting informed decision-making and improved process control.
The system stores historical video footage and measurement data from monitoring points, allowing users to review past material conditions and investigate specific events. Automated reporting features generate daily, weekly, or monthly summaries of size and moisture trends, enabling better traceability, performance tracking, and operational documentation.

Consistent control of coal and coke size and moisture is essential for maintaining stable, efficient, and reliable steel plant operations. Variations in particle size distribution and moisture content can disrupt combustion, material flow, and energy utilization across units such as coke ovens, boilers, power plants, and material handling systems, leading to increased fuel consumption, equipment stress, and operational instability. While traditional sampling methods provide periodic insights, modern real-time monitoring technologies—such as Vision AI and infrared-based systems—enable continuous measurement of raw material conditions, allowing early detection of deviations and faster corrective actions. Implementing automated size and moisture monitoring supports improved process stability, optimized energy efficiency, reduced manual intervention, and enhanced overall plant performance in modern steel manufacturing environments.
Insights and perspectives from Ripik.ai's thought leaders

Vision AI unlocks the true value of this existing infrastructure by continuously analyzing live video...

AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
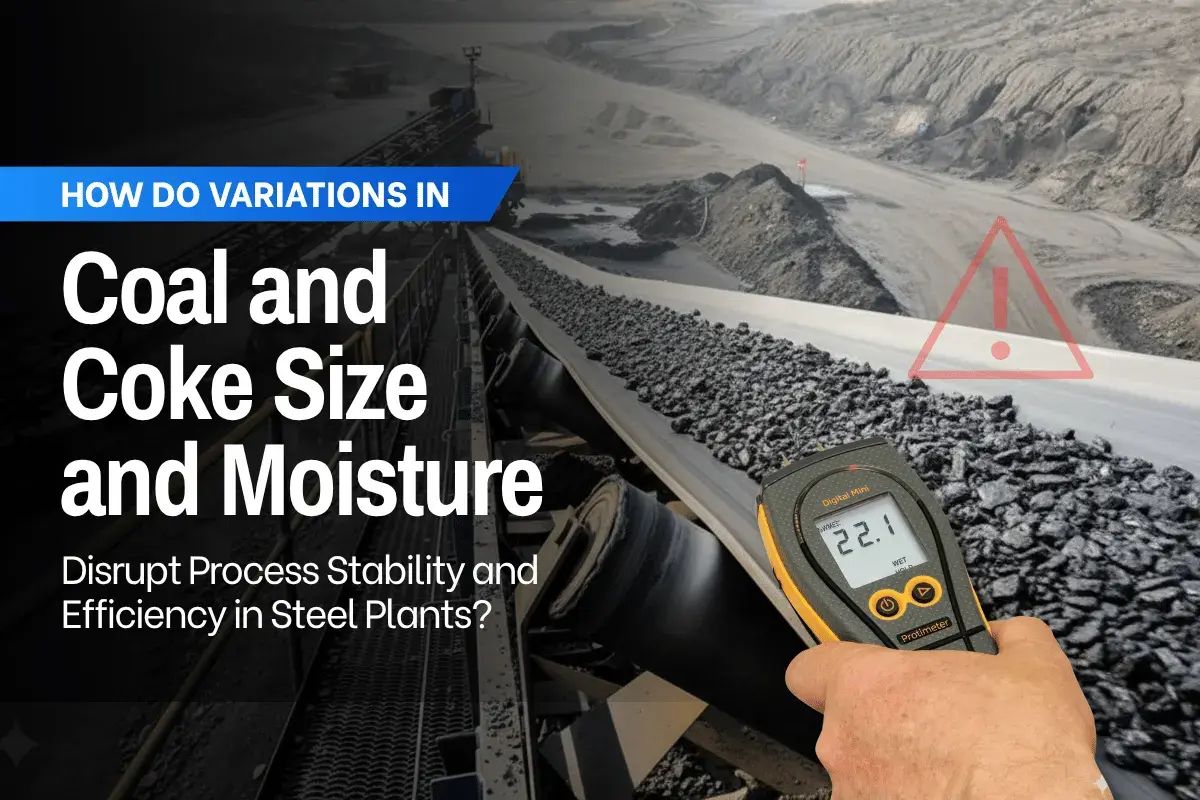
In modern steel plants, operational stability depends not only on equipment performance and automation...
Hotspot Monitoring of Electrical Equipments has emerged as the most effective technique to detect overheating,...
Discover how AI and vision analytics reduce process variability in manufacturing — cutting energy costs...
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.