
Zero Downtime, High Yield, AI-Driven Vision
Zero Downtime, High Yield, AI-Driven Vision
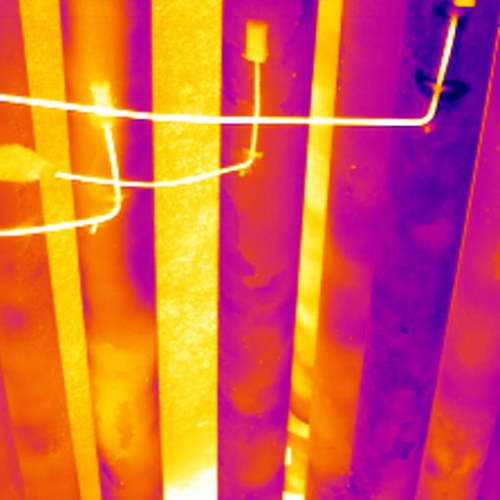
Boiler Tube Leak Detection is an advanced remote monitoring system designed to continuously detect early signs of leakage, overheating, and abnormal operating conditions in boiler tubes using thermal imaging, computer vision, and real-time analytics.
In traditional methods, boiler tube leaks are often detected late due to manual monitoring and limited system coverage. This delay increases the risk of unplanned shutdowns, equipment damage, and safety hazards. AI-based remote boiler monitoring transforms this process by enabling continuous visibility into boiler conditions and detect leaks, allowing operators to take corrective action before failures escalate.
Boiler tubes are high-strength metal pipes installed inside industrial boilers to transfer heat and generate steam. They carry water or steam under extremely high temperature and pressure conditions, making them one of the most critical components in thermal power plants and heavy industrial operations. These tubes are designed to withstand harsh environments, including intense heat, corrosive gases, and continuous thermal stress, while ensuring efficient heat transfer and stable boiler performance.
Boiler tube leakages in power plants are primarily caused by a combination of thermal stress, corrosion, erosion, operational instability, and poor maintenance practices. These factors gradually weaken the tube material operating under high temperature and pressure conditions, eventually leading to cracks, thinning, or rupture. Traditional methods for boiler tube leak detection, such as monitoring makeup water demand and drum level changes, can take 48–72 hours to trigger alerts after a leak initiates and often fail to provide location information. Monitoring makeup water demand is a high-level indicator of a leak, but lacks precision in pinpointing the source. Additionally, absolute humidity monitoring and humidity sensors can detect minute increases in moisture, indicating a potential tube leak, while high-frequency sensors (2kHz–52kHz) are capable of detecting the ultrasonic ‘hiss’ of escaping steam. In many plants, leakages are detected late due to manual monitoring and limited visibility into early-stage damage, which increases the risk of unplanned shutdowns and equipment failure.
Overheating – Excessive heat exposure or flame impingement creates localized hotspots that weaken the tube metal and lead to failure.
Corrosion – Chemical reactions between water, steam, and tube material cause gradual thinning of the tube walls.
Erosion – High-velocity ash particles and flue gases wear down the tube surface over time.
Poor Water Chemistry – Impurities, scaling, and dissolved gases reduce heat transfer efficiency and increase the risk of internal corrosion.
Thermal Stress and Fatigue – Repeated heating and cooling cycles create mechanical stress that eventually leads to cracks and leakage.
Slagging and Fouling (Deposit Buildup) – Accumulation of ash or deposits on tube surfaces restricts heat transfer and causes overheating.
Operational Instability – Sudden load changes, fuel quality variations, or improper combustion conditions create abnormal temperature and pressure fluctuations.
Mechanical Vibration – Continuous vibration in boiler components can weaken tube joints and supports.
Manufacturing or Welding Defects – Poor material quality or defective welds reduce tube strength and increase failure risk.
Inadequate Maintenance or Delayed Inspection – Failure to identify early damage allows minor issues to escalate into major leaks.
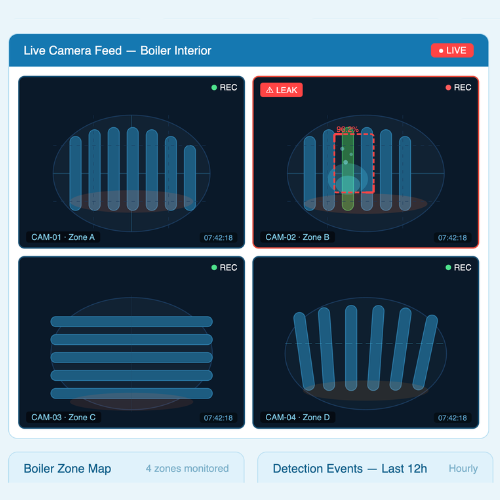
The Ripik AI Boiler Tube Monitoring System is a Vision-AI–based solution enable remote boiler monitoring. It continuously monitor boiler tube conditions and detect early signs of leakage, overheating, and abnormal operating behavior in real time. The system provides plant operators with continuous visibility into critical boiler zones, enabling faster response and preventing unplanned shutdowns. By identifying anomalies early, the solution helps stabilize boiler operations, improve reliability, and reduce maintenance costs while ensuring safe and efficient plant performance.
The system is built using rugged, industrial-grade hardware designed to operate reliably in high-temperature and dusty boiler environments. Cameras and edge devices are strategically installed to capture clear thermal and visual data from critical boiler areas. This specialized hardware ensures consistent performance, durability, and accurate monitoring under demanding plant conditions.
The solution continuously monitors boiler tube surfaces and operating conditions 24×7, providing real-time visibility into temperature patterns and equipment behavior. Continuous monitoring helps operators quickly identify abnormal conditions such as hotspots, leak signatures, or unstable combustion zones, allowing timely corrective action before failures occur.
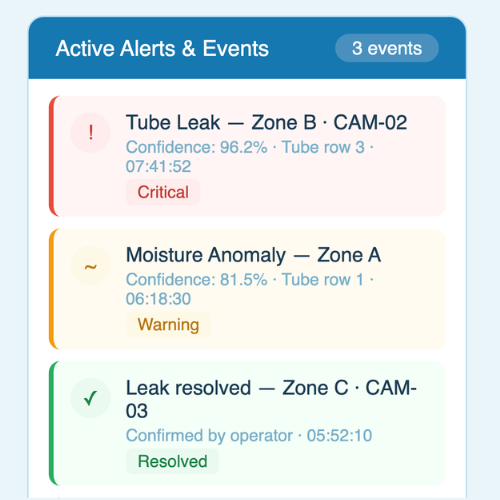
When abnormal conditions are detected, the system automatically generates instant alerts to notify operators and maintenance teams. Alerts can be delivered through control room dashboards, alarms, or mobile notifications, enabling rapid response and minimizing the risk of equipment damage, production loss, or safety incidents.
The solution securely stores historical video and thermal data, allowing operators to review past events and analyze the root cause of failures. Access to historical footage supports incident investigation, maintenance planning, and performance optimization, ensuring continuous improvement in boiler operations.
The system provides structured reports and performance analytics that help plant teams understand equipment behavior and maintenance trends. These reports include alarm history, temperature trends, and operational insights, supporting data-driven decision-making and long-term reliability planning.
A Boiler Tube Leak Detection System provides significant operational, safety, and financial benefits by enabling early identification of abnormal conditions and preventing failures before they escalate. Continuous monitoring of boiler tubes improves reliability, reduces downtime, and ensures stable plant performance.
Early Leak Detection: The system identifies early signs of leakage, overheating, and abnormal temperature patterns, allowing operators to take corrective action before a major failure occurs.
Reduced Unplanned Downtime: Timely detection of issues helps prevent unexpected shutdowns and production interruptions, ensuring continuous plant operation.
Improved Equipment Reliability: Continuous monitoring stabilizes boiler performance and reduces the risk of tube rupture, extending the lifespan of critical equipment.
Enhanced Safety: Early warning of hazardous conditions reduces the risk of accidents, protects personnel, and improves overall plant safety.
Lower Maintenance Costs: Preventive detection minimizes emergency repairs, reduces maintenance frequency, and lowers overall operating expenses.
Faster Response and Targeted Maintenance: Real-time alerts enable maintenance teams to quickly locate the affected area and perform precise repairs, reducing repair time and operational disruption.
Higher Operational Efficiency: Stable boiler operation improves energy efficiency, reduces fuel wastage, and supports consistent production output.
24×7 Continuous Monitoring: Automated remote boiler monitoring ensures constant visibility into boiler conditions without relying solely on manual inspection or operator intervention.