Traditional Methods of Stockpile Inventory Management
Challenges Faced in Raw Materials Stockpile Management
Lack of Accurate Inventory Visibility
Material Degradation and Quality Control Issues
Safety and Compliance Risks
Material Handling Delays
Inefficient Space Utilization and Storage Challenges
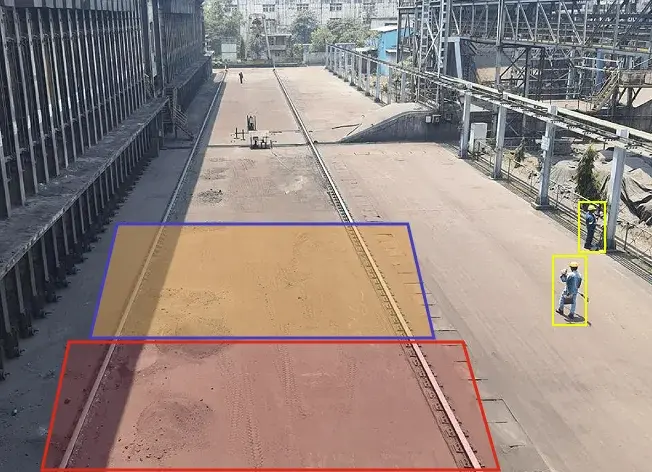
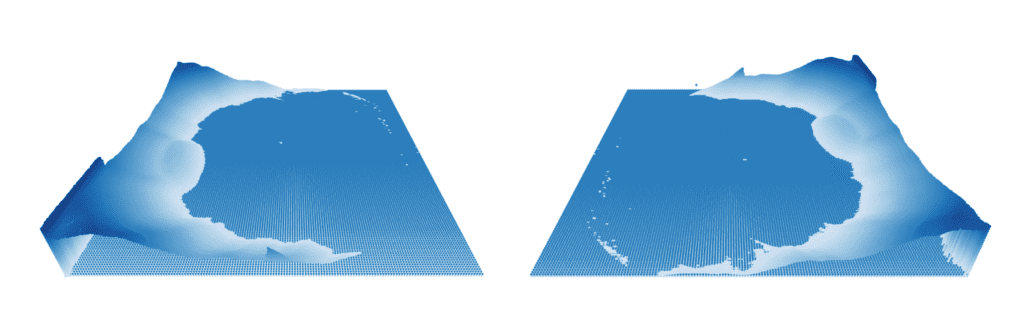
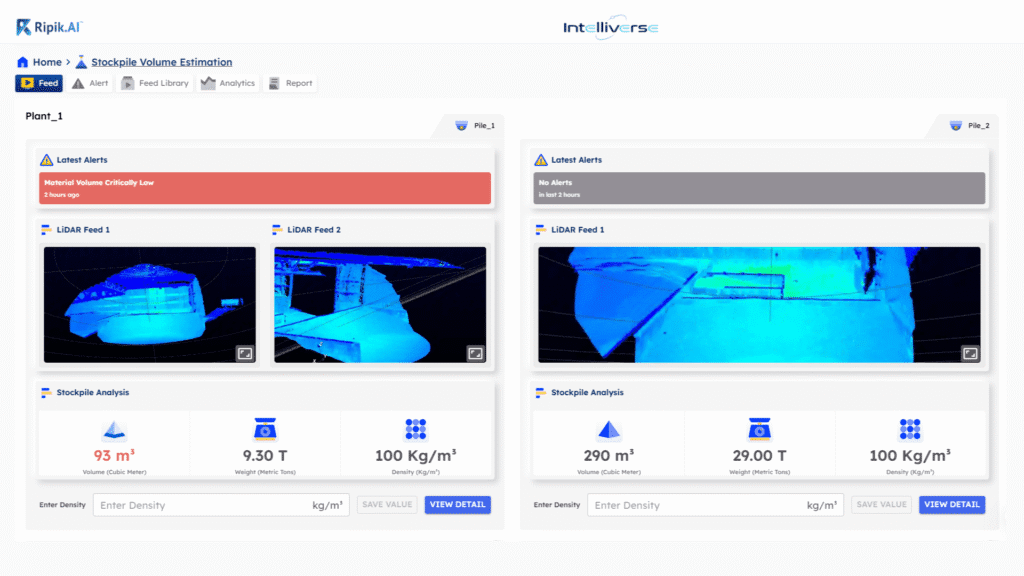
The Role of Vision AI in Stockpile Management Using LIDAR
Key Benefits of Stockpile Management System
Real-time Monitoring
Optimized Material Handling
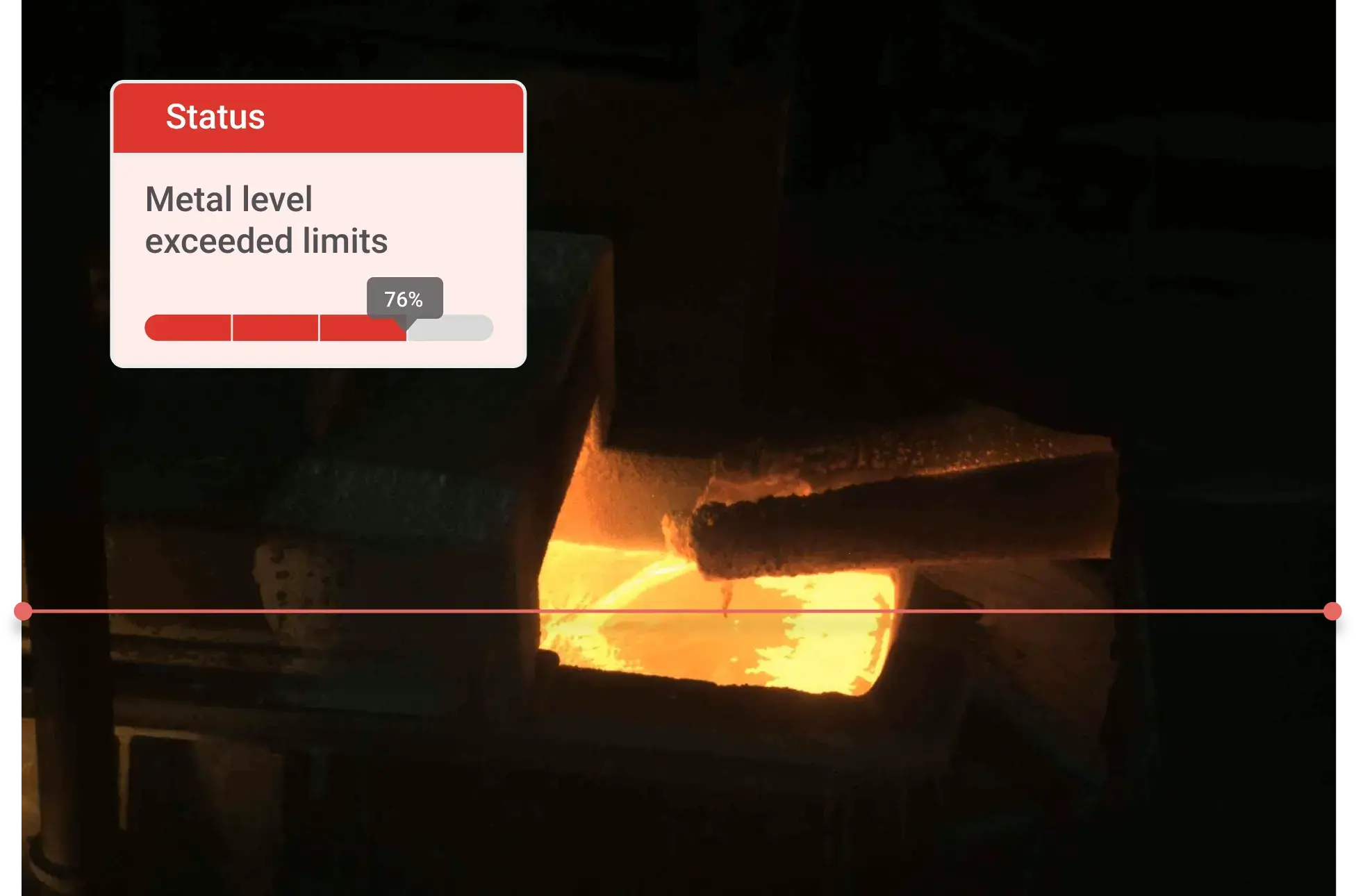
Automated Alert
Improved Material Quality Control
Enhanced Safety and Compliance
Stockpile Management System Applications in Industries
Cement Industry
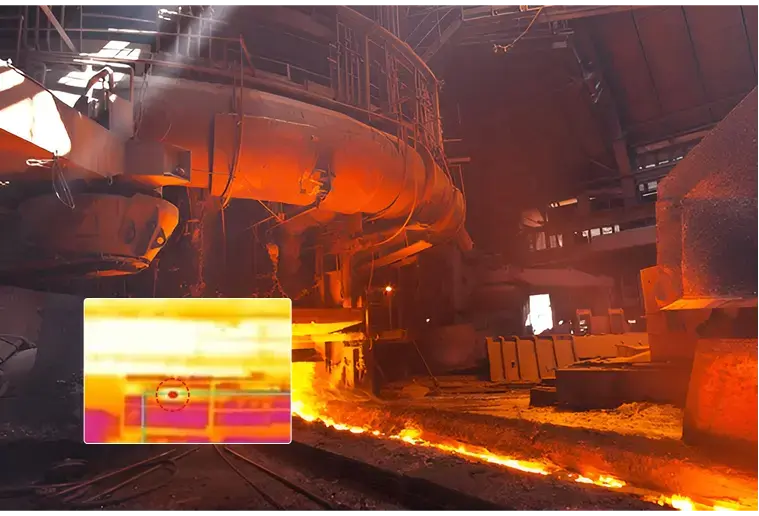
Steel Industry
Mining & Mineral Processing
Agriculture & Food Processing
Conclusion