


AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
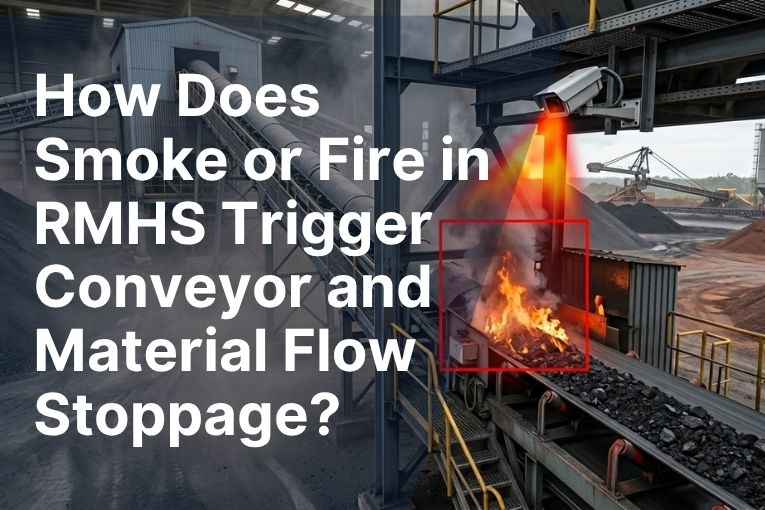
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
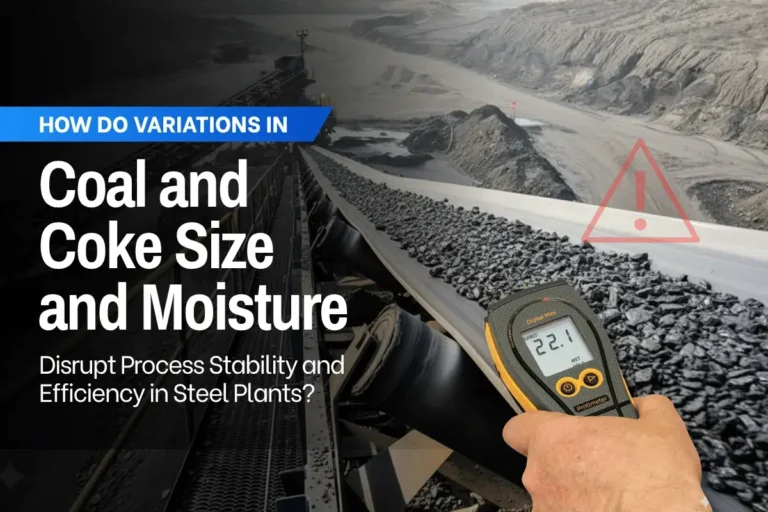
In modern steel plants, operational stability depends not only on equipment performance and automation...
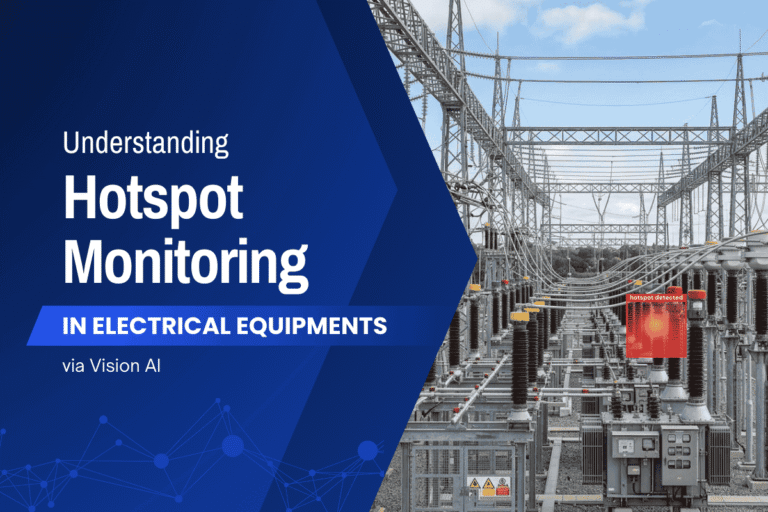
Hotspot Monitoring of Electrical Equipments has emerged as the most effective technique to detect overheating,...
AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
In modern steel plants, operational stability depends not only on equipment performance and automation...
Hotspot Monitoring of Electrical Equipments has emerged as the most effective technique to detect overheating,...