Understanding computer vision technology in Industries
Image Classification
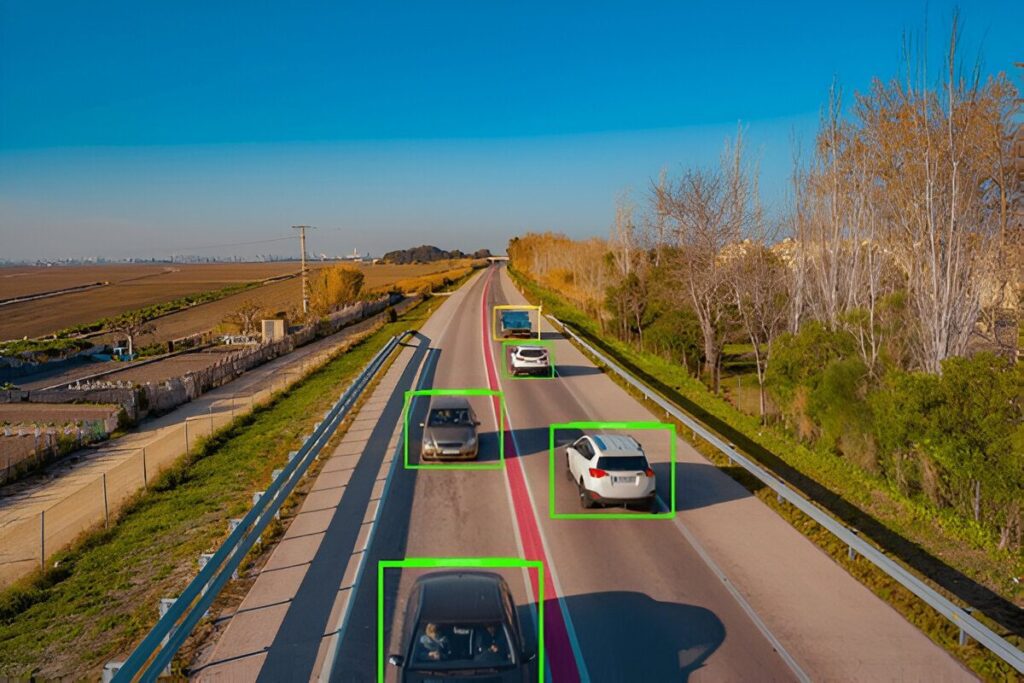
Object Detection/Object Recognition
Image Segmentation
Object Tracking
Keypoint Detection
Action Localization
Pattern Recognition
The Role of Computer Vision in Process Optimization
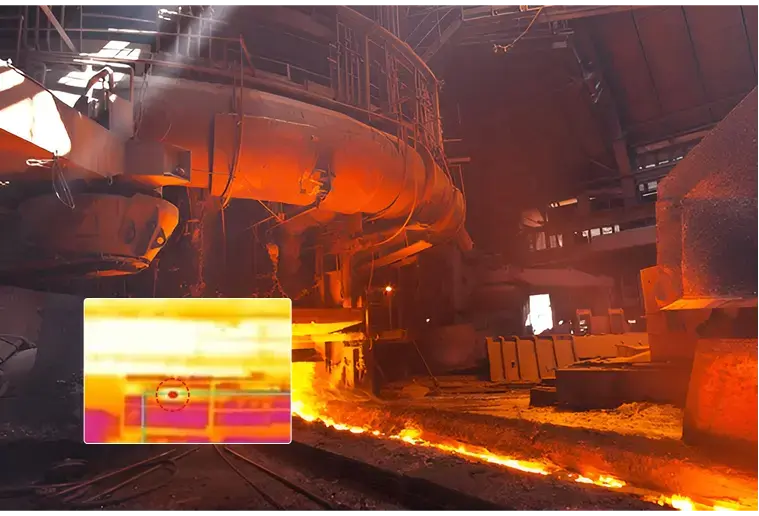
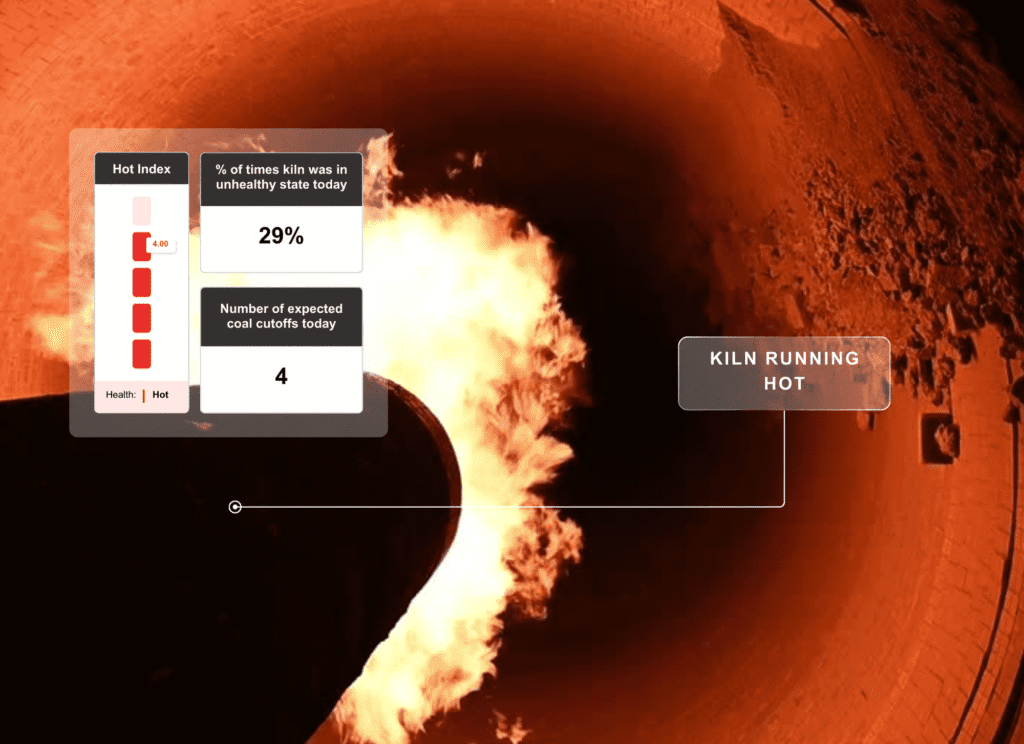
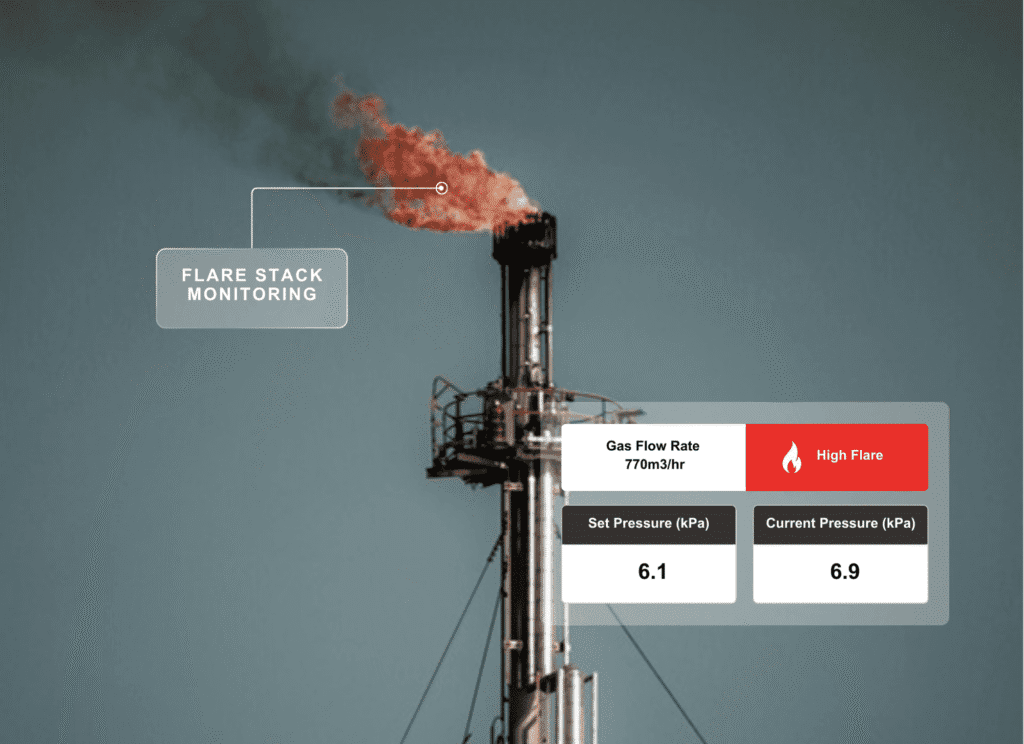
Real-Time Monitoring for Immediate Issue Detection
Anomaly Detection to Identify Potential Failures
Predictive Maintenance
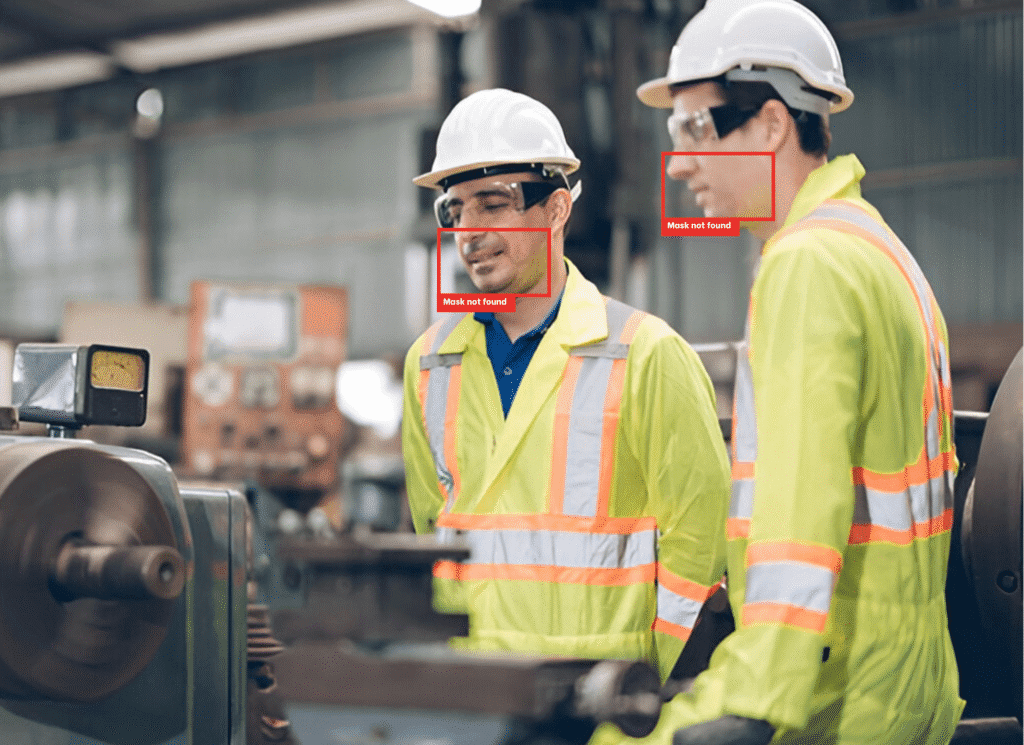
Safety Monitoring
Energy Optimization
Computer Vision Applications in Industries
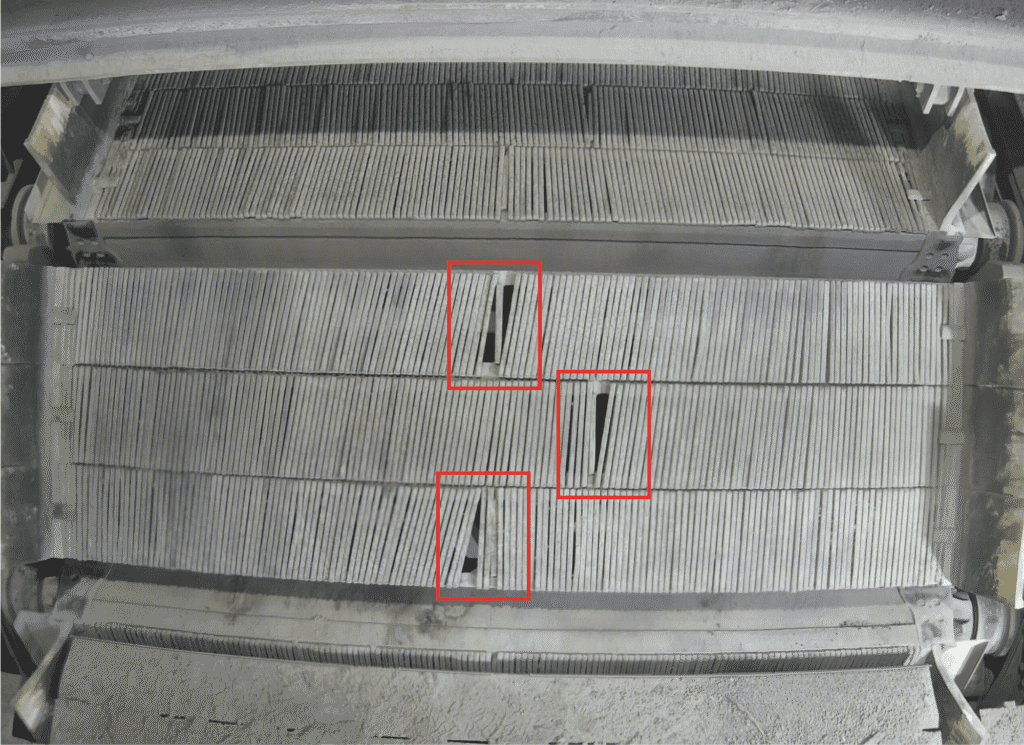
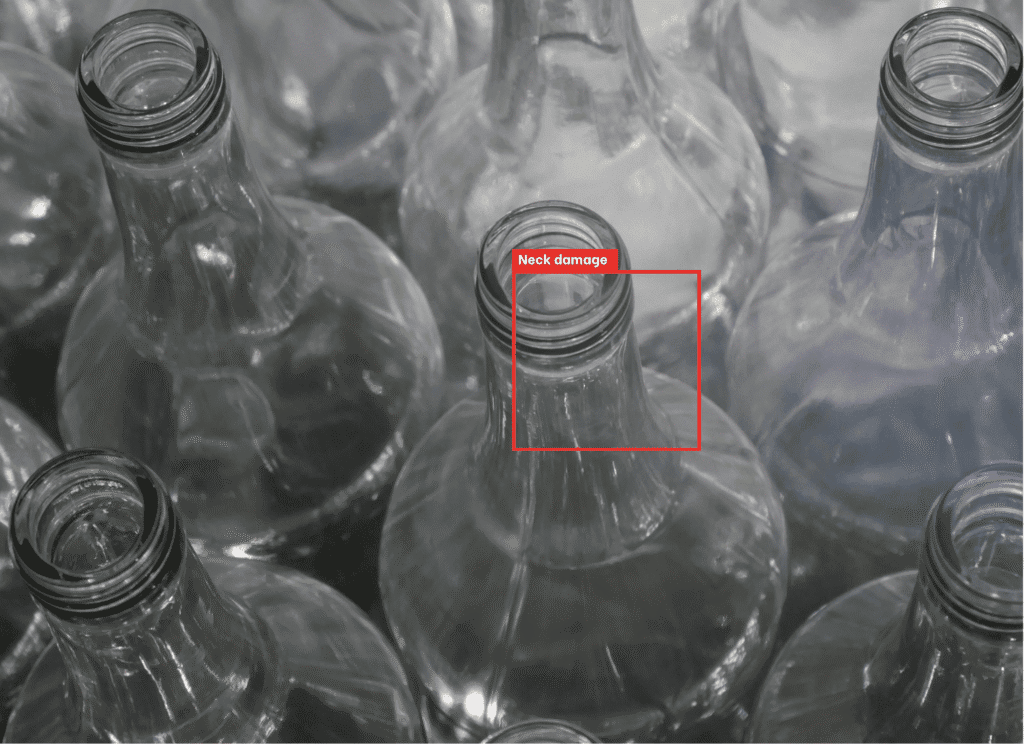
Defect Detection
Predictive Maintenance of Machinery
Hazardous Zone Monitoring
Moisture Content Analysis
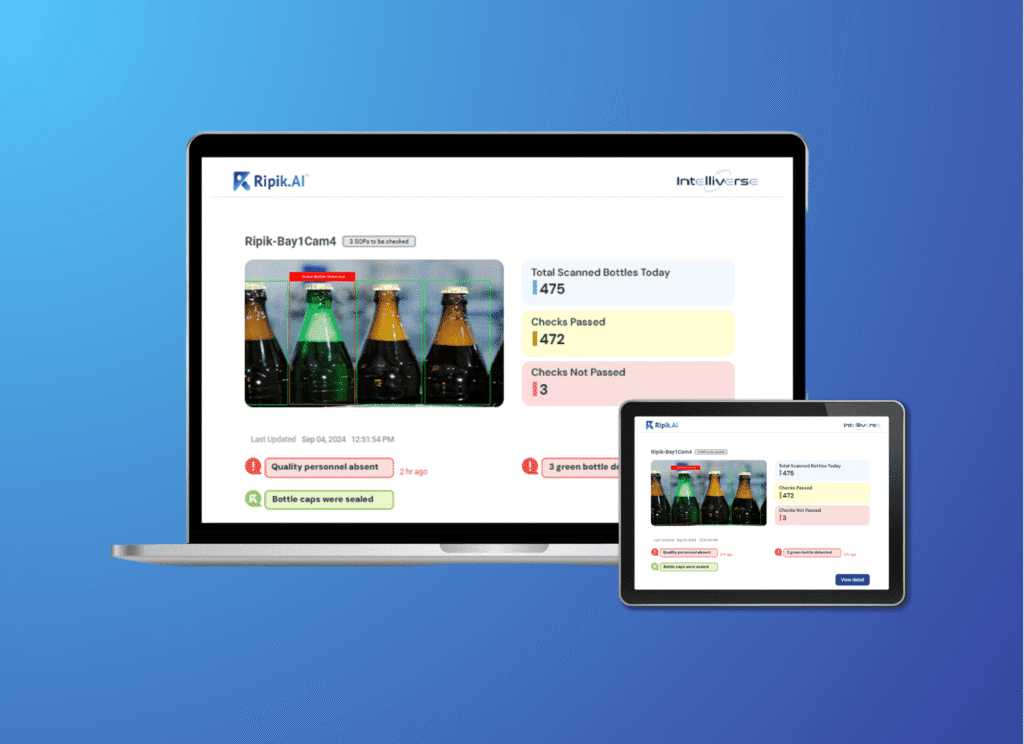
Quality Inspection
Traffic Management
Workplace Safety
Inventory management
Benefits of computer vision solutions in Process Optimization
Real-Time Monitoring and Insights
Anomalies Detection and Quality Control
Predictive Maintenance
Enhanced Decision-Making
Cost Savings and ROI
Waste Reduction and Resource Optimization
Case Studies: Successful Adoption of Computer Vision in Industry
Leading EPC giant achieves 50% boost in Asset Utilization by dehiring underutilized assets.
Problem
Solution
Impact
Conclusion