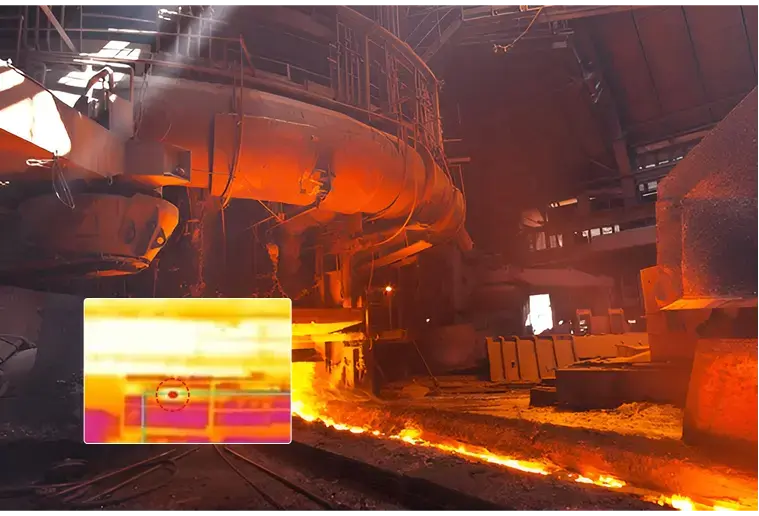
Introduction: The Hidden Operational Risk in Steel Plant Material Handling
Where Do Fire and Smoke Typically Originate in RMHS and Raw Material Yards?
Key Areas Where Fire Detection Is Most Critical in RMHS
Conveyor Transfer Points
Crusher Discharge Zones
Bunkers and Silos
Conveyor Galleries
Coal and Coke Stockpiles
Reclaimers and stackers
Electrical panels
Cable tunnels
Why Fire Detection in Raw Material Yard Is Important
Raw Material Yards Are High Fire-Risk Zones
Early Fires Often Go Undetected
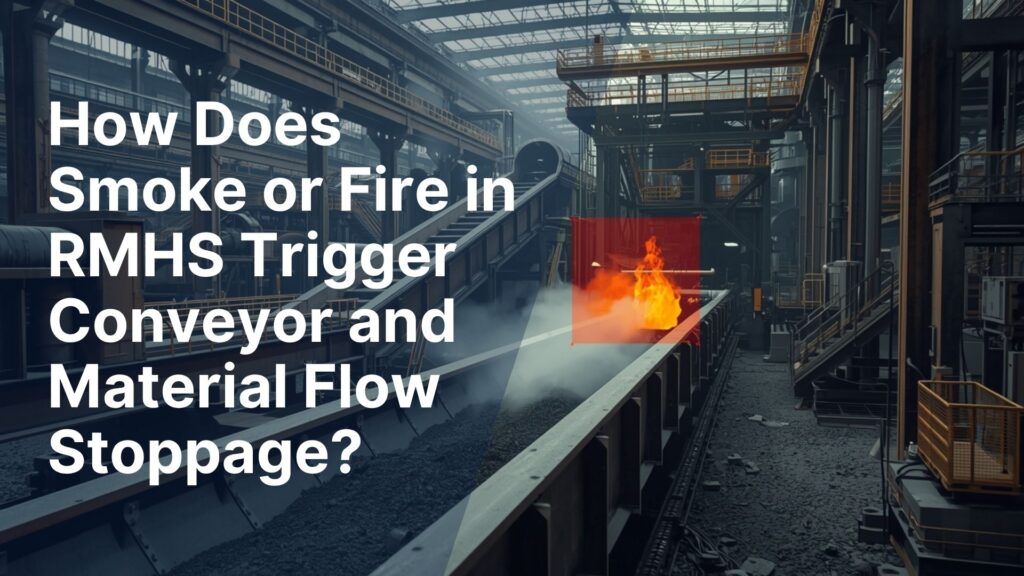
Yard Fires Can Stop Material Flow and Production
Equipment Damage and Downtime
Worker Safety and Emergency Response
Compliance and Insurance Risk
Continuous Plant Operations
Why Traditional Detection Methods Are Often Not Enough
Limitations of Conventional Systems
Reduced Screening and Size Separation Efficiency
Delayed Detection
Limited Coverage
False Alarms
Manual Dependency
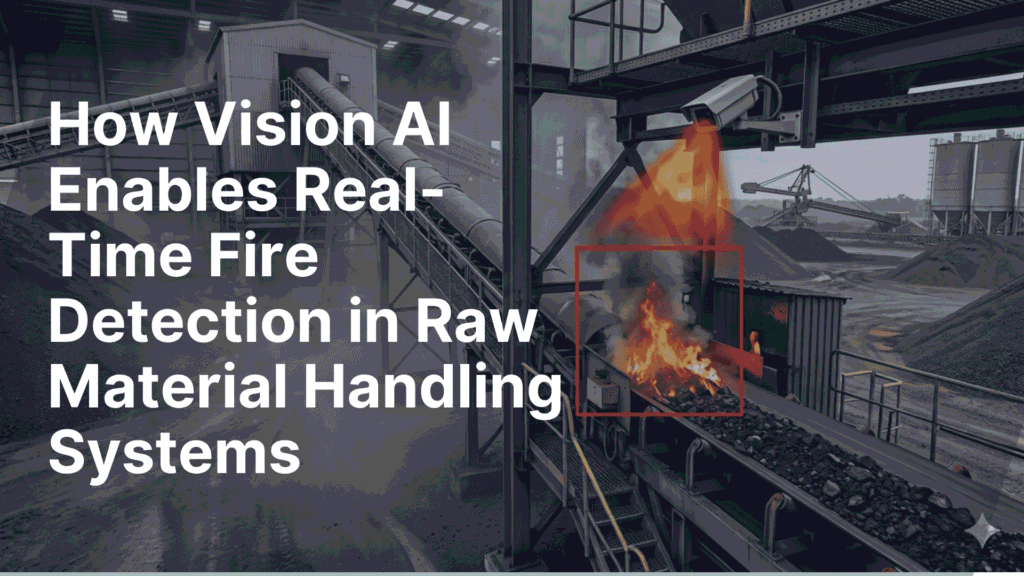
How Vision AI Enables Real-Time Fire Detection in Raw Material Handling Systems
Eliminating Blind Spots with Continuous 24/7 Monitoring
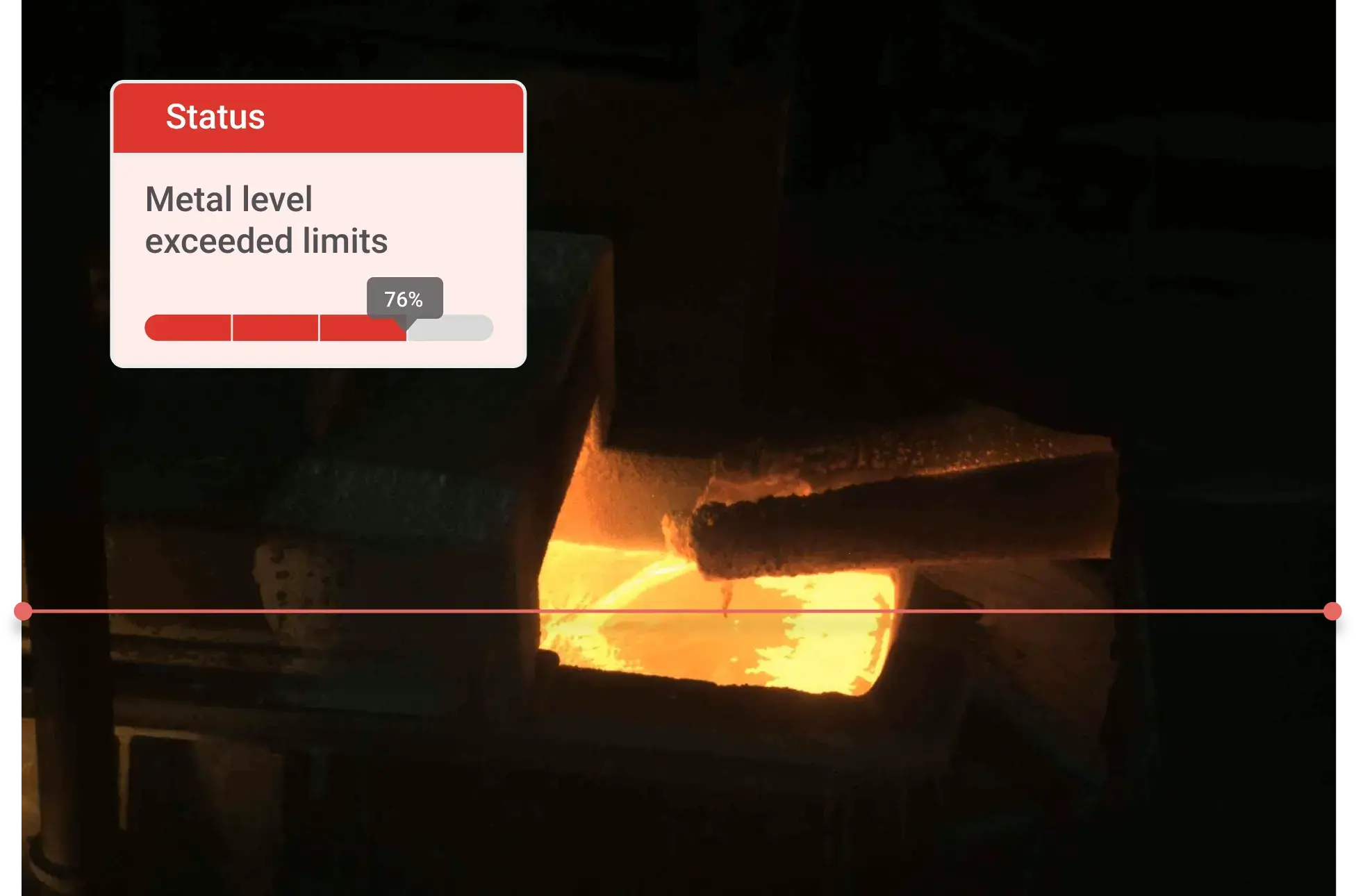
Detecting Smoke, Hotspots, and Heat at the Earliest Stage
Triggering Real-Time Alerts for Faster Emergency Response
Integrating Directly with Conveyor Shutdown and Safety Interlocks
Monitoring High-Risk Zones Across the Entire RMHS
Conveyor belts and transfer points
Crusher and screening units
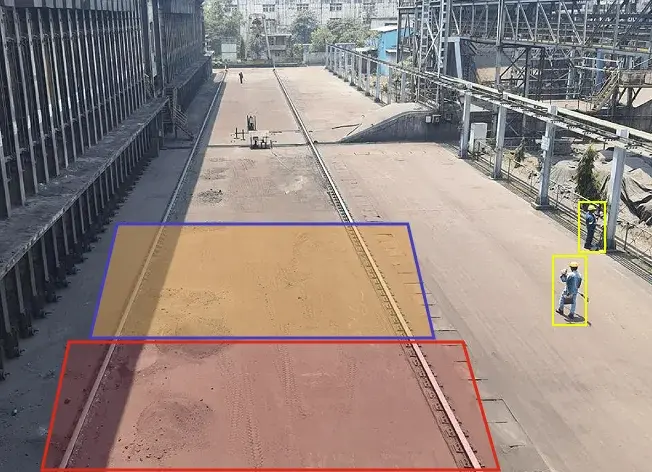
Raw material stockpiles and yards
Bunkers and silos
Stacker and reclaimer zones
Conveyor galleries and tunnels
Waste bunkers and storage areas containing combustible materials
Identifying Fire Risks Before Ignition Through Pattern Analysis and Continuous Reporting
Impact of Early Detection Prevents Conveyor and Production Stoppage
Reducing Unplanned Production Downtime
Preventing Equipment Damage and Costly Repairs
Improving Worker Safety and Emergency Preparedness
Maintaining Continuous Material Flow and Process Stability
Lowering Fire-Related Operational and Financial Risk
Supporting Regulatory Compliance and Insurance Requirements
Enabling Faster Incident Response and Fire Containment
Strengthening Overall Plant Reliability and Business Continuity
Conclusion