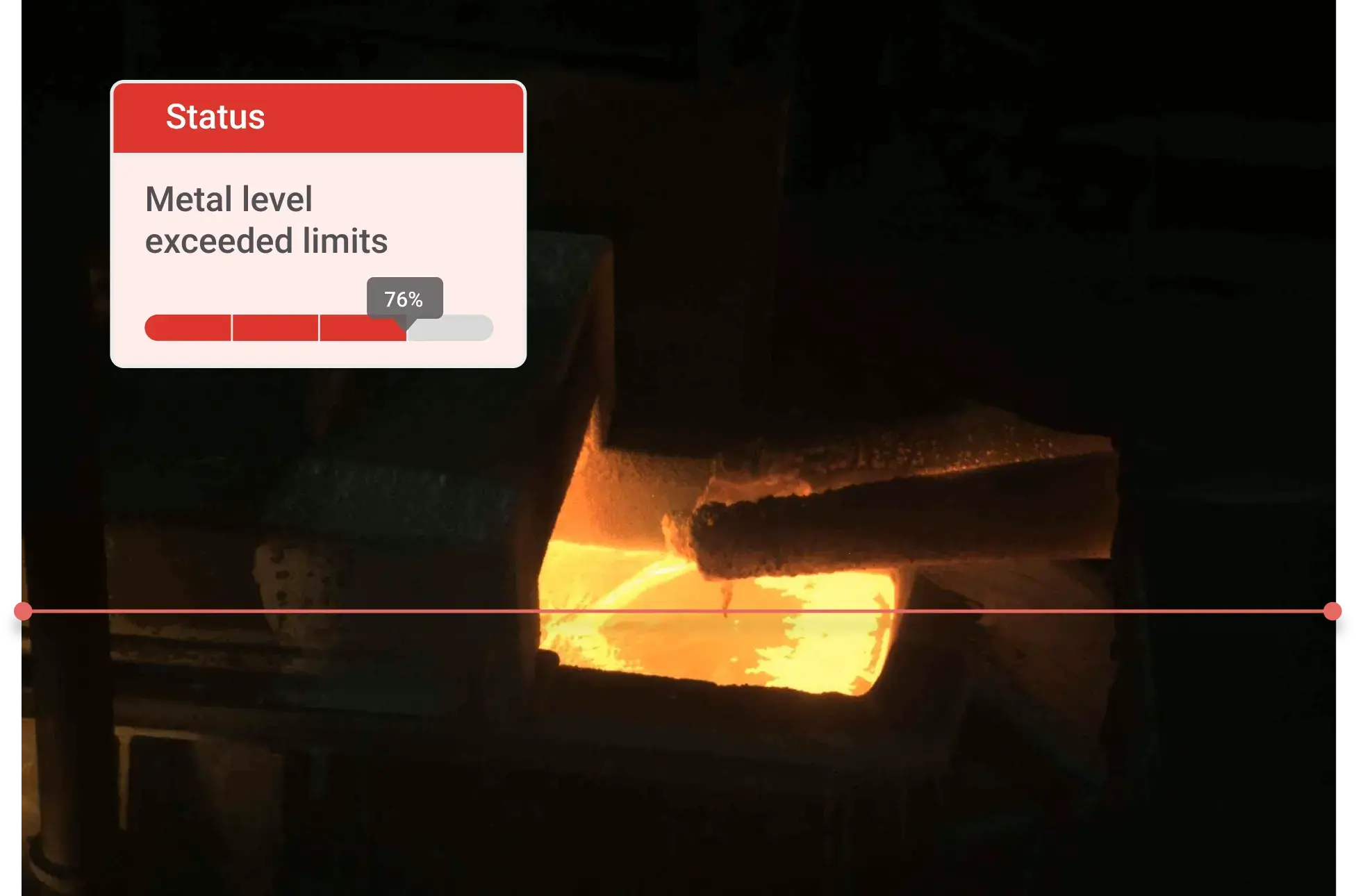
Step 1: Soft Sensorization and Real-Time Alerting
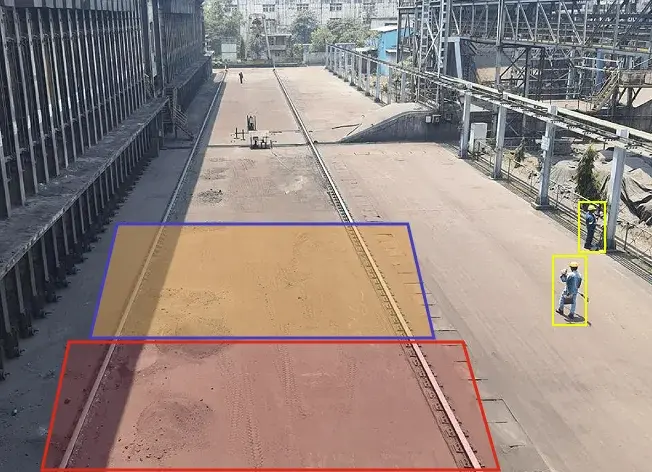
Foreign Object Detection
Raw Material Size and Moisture Monitoring
- Fines Monitoring: Excess fines reduce bed permeability and disturb gas flow, increasing pressure drop and instability in the furnace.
- Oversize Material Tracking: Oversized material causes uneven burden distribution and poor reducibility in the BF stack.
- Moisture Monitoring: Moisture variability affects burden weight consistency, heat balance, and coke rate.
Step 2: Sweet Spot and Golden Batch Analytics
How does golden batch analytics work in practice?
Step 3: Machine Learning Models for Early Warning and SOP Recommendations
How does AI control charging variability?
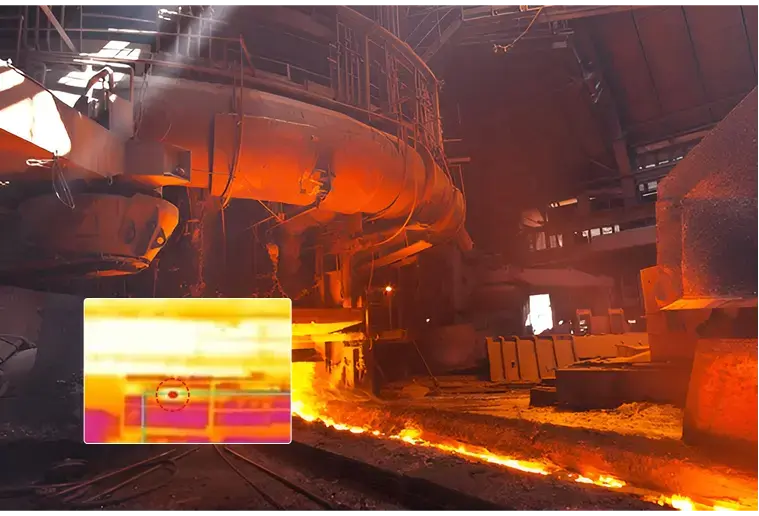
How does AI stabilize casting operations?
Casting variability control focuses on two dimensions of hot metal temperature stability:
- Temporal Stability: Reducing the standard deviation of hot metal temperature across a single cast. The ML model ingests casting parameters (cast duration, casting rate, GUTKO, drill diameter), slag chemistry (B2, B3, B4, Al₂O₃, MgO, K₂O), and standard deviations of process parameters with 2-hour and 8-hour lags.
- Spatial Stability: Reducing temperature variation across different tap holes (TH1, TH2, TH3). The model uses quadrant-wise process parameters, input parameters, and casting parameter averages to predict and minimize cross-tap-hole variation.
Step 4: Prescriptive Alerting and Closed-Loop Control
How does closed-loop AI control differ from traditional PID?
- Fuel rate with optimal range targets and real-time alerts (e.g., current 586.2 kg/tHM with 3 active alerts)
- Production tracking with deviation monitoring (e.g., 10,194 tpd with 5 active alerts)
- Top driver identification showing current vs. optimal ranges and quantified impact (e.g., etaCO at 43.28 vs. optimal >46, with 16.45 Kg impact)
- Key parameters like Permeability (JSPL), Cold Blast Volume, Tuyere Velocity, Oxygen Enrichment, and Stave Cooling tracked against optimal ranges
What Is the Business Impact of AI-Driven Furnace Stabilization?
The headline metrics are compelling:
- Operational Stability: Reduction in HM standard deviation from ~600–700 t/day to less than or equal to 200 t/day — a ~70% improvement — enabling consistent furnace operation with fewer manual interventions and lower operational risk.
- Fuel and Productivity Upside: Coke rate reduction to ~340 kg/thm (~10% improvement), PCI increase to ~220 kg/thm (~20% improvement), and productivity improvement to 4,600–4,700 t/day (~13% gain) through stability-led optimization.
- Financial Value Creation: Combined impact translates to an annualized value exceeding ₹300 Cr/year, driven by fuel savings, higher throughput, and sustained operational reliability.
How Long Does It Take to Implement AI-Driven Furnace Stabilization?
- Weeks 1–2: Kick-off, KPI finalization, data extraction, and integration
- Weeks 3–4: Data cleaning, tagging, and baseline variability assessment
- Weeks 5–8: Root cause analysis and AI modelling for prediction
- Weeks 9–10: Dashboard and alerts creation
- Weeks 11–12: Pilot deployment, tuning with operations team, and final report
What Role Does Vision AI Play in Furnace Stabilization?
- Material Monitoring: Foreign object detection, fines and undersized particle analysis, oversize particle tracking, and moisture estimation — all running in real time on conveyor feeds.
- Equipment Monitoring: Conveyor health monitoring, furnace refractory monitoring, kiln monitoring, and switchyard monitoring for zero unplanned downtime.
- Process Monitoring: Blending verification, casting process monitoring, sinter discharge analysis, and dispatch tracking for zero process incidents.
Why Is AI-Driven Stabilization the Future of Steelmaking?