
Zero Downtime, High Yield, AI-Driven Vision
Zero Downtime, High Yield, AI-Driven Vision

When a conveyor belt stops, an entire production line comes to a halt. The impact is immediate—raw material flow stops, equipment runs dry, and finished goods fail to reach dispatch. What may appear as a small mechanical failure quickly turns into a full-scale conveyor belt breakdown, disrupting the entire manufacturing cycle.
In heavy industries such as cement, steel, and mining, where conveyor systems are the backbone of material handling, even a single conveyor breakdown can cost millions in lost production, repairs, and energy wastage. Beyond financial loss, such failures pose serious safety risks—a snapped belt, falling material, or jammed crusher can endanger workers. Unplanned stoppages also strain connected equipment like crushers, feeders, and hoppers, often resulting in secondary mechanical damage.
In essence, a single conveyor failure doesn’t just stop operations — it disrupts the entire heartbeat of industrial production.
Conveyor belts are not one-size-fits-all systems. Each industry and material type requires a specific conveyor belt design to manage unique challenges like load weight, temperature, abrasion, and material consistency. Understanding various industrial conveyor belts and their performance challenges is crucial for effective conveyor belt condition monitoring. In today’s competitive environment, investing in the right automated conveyor belt system is essential for safe, reliable, and efficient operations.
Fabric conveyor belts, made of layered polyester or nylon fabric reinforced with rubber covers, offer excellent flexibility and shock resistance. In cement and mining plants, these conveyor belt systems are widely used for transporting raw materials such as limestone, gypsum, coal, overburden, and processed ore between crushers, hoppers, and silos over short to medium distances. While cost-effective, fabric conveyor belt condition monitoring is crucial, as they are prone to surface wear, edge fraying, and delamination in abrasive environments—factors that directly impact reliability and uptime.
Steel cord conveyor belts consist of longitudinal steel cables embedded in rubber, providing exceptional tensile strength and minimal elongation—ideal for long-distance, heavy-load applications. In cement, steel, and mining plants, they are used to transport bulk materials such as iron ore, sinter, coke, and limestone from pit to plant. Their robust construction ensures smooth, high-capacity operation under harsh conditions. However, issues like cord breakage, internal corrosion, and splice fatigue can cause severe failures if not detected early, making continuous monitoring essential.
Chevron conveyor belts feature V-shaped patterns that enable efficient transport of bulk materials on inclines without rollback. In cement and mining plants, these cleated conveyor systems are used for feeding crushers, conveying clinker, and moving coal or aggregates on steep gradients. Their design improves grip and efficiency but is prone to cleat wear, buildup, and mis-tracking—making real-time vision-based conveyor belt monitoring essential for reliable operation.
Pipe conveyor belts are designed to form a closed tubular shape during operation, fully enclosing the material to prevent spillage, contamination, and dust emissions. Widely used in cement, power, and mining plants, these enclosed conveyor systems efficiently transport fine or hazardous materials such as fly ash, cement, and iron ore fines over long distances, especially in space-constrained or environmentally sensitive areas. However, their complex structure requires precise alignment and shape monitoring to avoid pipe deformation and belt folding, ensuring safe and reliable performance.
Sinter belts, integral to steel manufacturing, consist of perforated steel pallets connected to chains that carry a sinter bed through a sintering machine. They enable uniform airflow during the heating process, essential for forming high-quality sinter used in blast furnaces. Operating under extreme heat (up to 1200°C) and heavy mechanical stress, these belts face challenges like pallet warping, chain wear, air leakage, and material buildup. Continuous thermal imaging and structural monitoring are critical to prevent downtime and maintain product consistency.
Wire mesh belts are made of woven stainless-steel or carbon-steel wires, designed to withstand high temperatures and heavy mechanical stress. In steel plants, they are used in heat treatment, furnace, and cooling zones to transport billets, castings, or sinter through thermal processes. In mining, they serve in dewatering or screening applications. Their open structure supports airflow and drainage but demands constant inspection for broken links, sagging, or thermal deformation to ensure operational safety and uniform product quality.

Conveyor belts operate under some of the harshest conditions in heavy industries such as steel, cement, and mining. Continuous operation, heavy loads, abrasive materials, and high temperatures make these conveyor belt systems prone to mechanical, structural, and environmental damage. Without proper conveyor belt monitoring or an automated conveyor inspection system, these issues often go unnoticed, leading to costly conveyor breakdowns and unplanned downtime. Below are the most common problems affecting conveyor belt performance and reliability in industrial environments.
A small, undetected defect can escalate into massive losses, safety risks, and reputational damage. In one of the world’s largest mining operations, a single belt failure caused losses estimated at US $6–12 million, halting production as thousands of tons of ore were stranded, crushers and screens went idle, and contracts were delayed. The absence of condition monitoring meant early signs like cord damage and overheating went unnoticed until the belt snapped under heavy load, leading to extensive downtime, emergency repairs, and inflated maintenance costs—a stark reminder that ignoring conveyor health comes at a very high price.
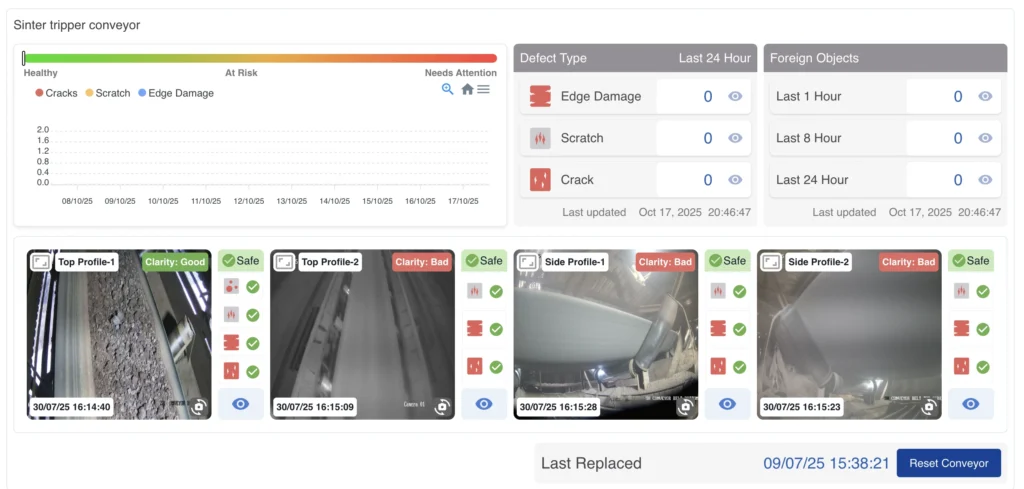
AI-powered conveyor belt monitoring systems use Vision AI to continuously analyze the condition of conveyor belts in real time. By capturing high-resolution visual data, Vision AI enables early-stage conveyor belt failure prediction that are often missed during manual inspection, such as wear, misalignment, cracks, or surface deformation. The following features highlight how Vision AI ensures reliability, minimizes downtime, and prevents failures across a variety of belt types used in steel, cement, and mining industries.
Equipped with industrial-grade hardware and self-cooling cameras, the system operates reliably in the harsh conditions of steel, cement, and mining plants. It withstands extreme heat, dust, vibration, and heavy mechanical loads, ensuring uninterrupted, long-term performance. The multi-camera setup provides 360° real-time visualization of conveyor surfaces, enabling early detection of wear, cracks, deformation, and misalignment. This makes it ideal for high-speed or enclosed conveyors such as pipe and pan systems, where manual inspection is unsafe.
Vision AI continuously tracks the conveyor belt surface to identify wear patterns, misalignment, and material spillage as they occur. This real-time detection empowers operators to respond instantly to any irregularities before they escalate into mechanical failures. In sinter or tray conveyors, this capability helps detect chain displacement or uneven pan movement, ensuring consistent feed and system stability. By enabling predictive maintenance, the system helps schedule repairs at the right time, preventing unplanned downtime and prolonging belt lifespan.
The system integrates seamlessly with existing Programmable Logic Controllers (PLCs) for immediate, automated corrective actions. When Vision AI detects anomalies such as excessive belt wear, misalignment, or blockage, the PLC executes real-time commands — including automatic belt slowdown or stoppage — to prevent damage. This closed-loop control ensures a quick and safe response, especially in high-load conveyors such as steel cord or pan systems, where delayed intervention could cause severe mechanical damage or safety hazards.
The conveyor belt monitoring system provides real-time alerts through dashboards, WhatsApp, or email when anomalies such as belt wear, misalignment, or material spillage are detected. These instant notifications enable operators to take immediate corrective action, preventing damage and ensuring continuous operation. Using AI-powered anomaly detection, the system identifies irregular belt movements and performance deviations in real time, allowing proactive intervention and maintaining smooth, safe, and efficient conveyor belt operations.
The conveyor belt monitoring system analyzes archived footage to identify critical events such as belt wear, misalignment, material spillage, and recurring operational patterns. These insights help detect performance trends, support root-cause analysis, and enable proactive maintenance. By reviewing past footage, operators can pinpoint key issues and optimize system performance, ensuring improved conveyor belt reliability and operational efficiency.
Sinter belts operate under extreme temperatures and heavy loads in steel plants, making them highly susceptible to thermal deformation, surface cracking, and uneven pallet movement. Sinter belt monitoring systems use Vision AI and thermal imaging to detect overheating, misalignment, or broken pallets in real time. Continuous monitoring ensures uniform sinter quality, prevents equipment damage, and reduces downtime caused by belt deformation or chain wear.
Pipe conveyors are designed to transport materials through enclosed tubular belts, but they face challenges like belt folding, misalignment, and spillage. Pipe conveyor belt monitoring systems utilize high-resolution cameras and real-time anomaly detection to track belt shape and seam integrity throughout the system. Early identification of belt distortion, material buildup, or pipe collapse ensures consistent material flow and minimizes conveyor belt breakdowns in mining and cement operations.
Pan conveyors are widely used in cement and steel plants for handling hot materials like clinker and sinter. These systems often face pan deformation, chain elongation, and misalignment due to heat and continuous operation. Pan conveyor belt monitoring employs Vision AI and thermal sensors to detect bent pans, chain wear, or pan-to-chain separation in real time. This helps prevent unexpected stoppages, extends component life, and maintains consistent material transfer at high temperatures.
Tray conveyors transport sinters, pellets, or hot materials across different production zones, where misalignment, tray bending, and vibration are common issues. Tray conveyor belt monitoring systems continuously observe tray alignment, vibration levels, and mechanical stress points. Through real-time conveyor belt condition monitoring, these systems identify early signs of tray distortion and mechanical failure, reducing downtime and maintenance costs.
Fabric belts are commonly used in cement and power plants to transport raw materials like limestone, coal, and gypsum. They are prone to edge fraying, wear, and tearing due to abrasive materials. Fabric conveyor belt monitoring systems leverage Vision AI to detect surface damage, splice wear, and misalignment, helping prevent material loss and ensuring efficient plant operation.
Used primarily in mining and heavy-load handling, steel cord belts face risks such as cord corrosion, splice failure, and internal fatigue. Steel cord conveyor belt monitoring uses magnetic sensors and Vision AI to identify internal wire breakage, cord rusting, and splice separation before they lead to catastrophic belt failure.
In today’s competitive manufacturing landscape, ignoring conveyor belt condition monitoring is no longer an option. Conveyor systems form the core of production efficiency, and even minor, undetected issues can lead to costly downtime and safety risks. Smart, automated monitoring powered by Vision AI is no longer a luxury but a necessity—enabling real-time detection of wear, misalignment, and potential failures before they disrupt operations. Investing in automated conveyor belt condition monitoring today means investing in reliability, safety, and long-term profitability tomorrow.
Insights and perspectives from Ripik.ai's thought leaders
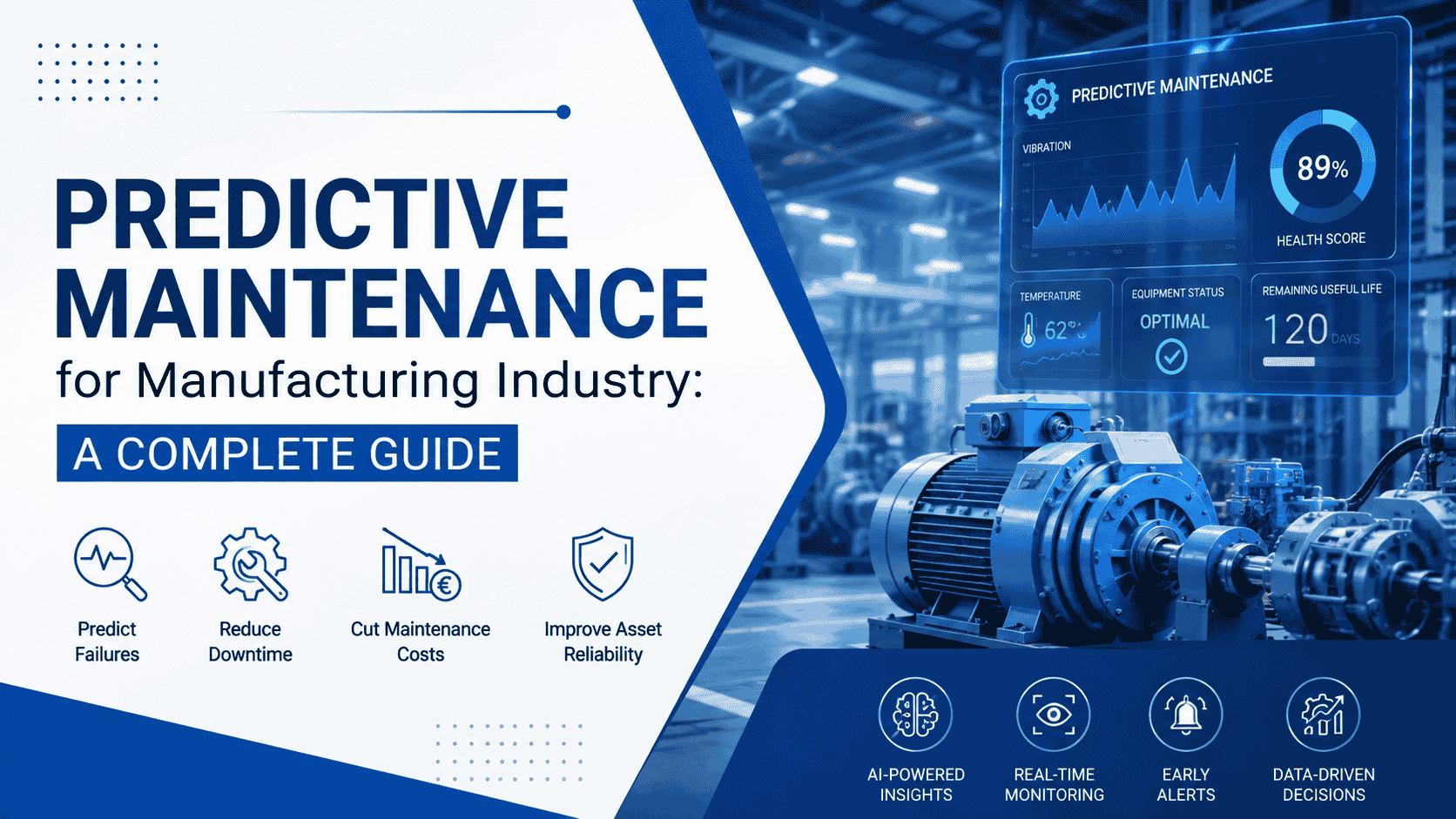
Predictive Maintenance in Manufacturing Industry: A Complete Guide Introduction Predictive maintenance...
Discover how AI in cement manufacturing improves kiln optimization, energy efficiency, predictive maintenance,...

Vision AI unlocks the true value of this existing infrastructure by continuously analyzing live video...

AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
In modern steel plants, operational stability depends not only on equipment performance and automation...
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.