Foreign Particles and Sharp Objects
Lack of Real-Time Monitoring Systems
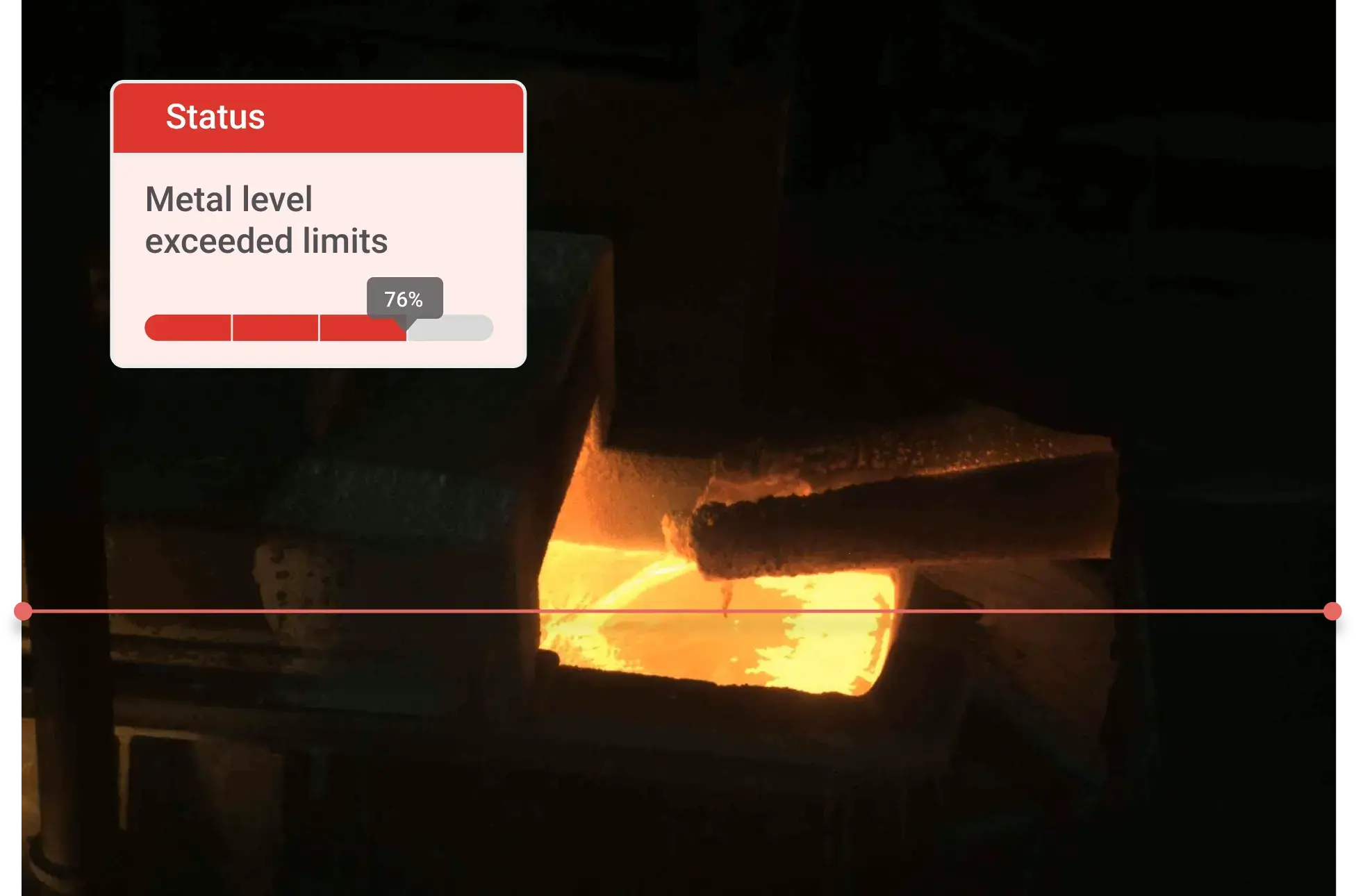
Inaccurate Stockpile Volume Estimation
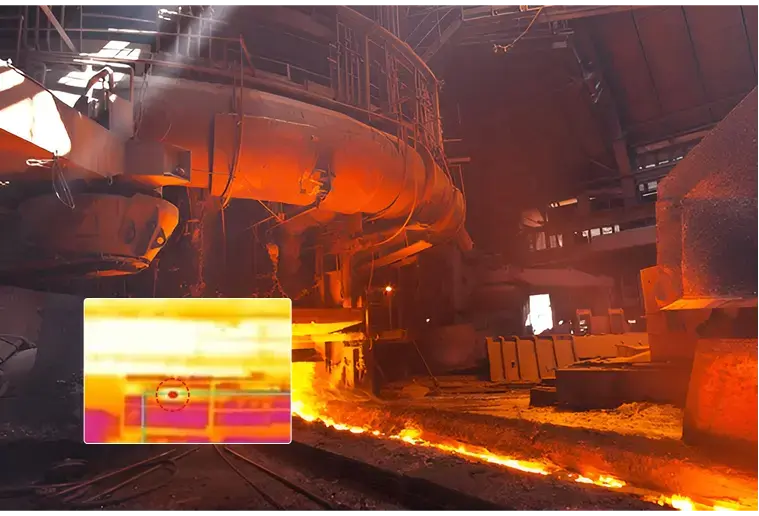
Delayed Fire Hazard Detection
Manual Safety Monitoring and SOP Compliance
Ineffective Access Control in Hazardous Zones
Equipment Failures and Downtime
Worker Safety
Fragmented Data Infrastructure
Environmental Compliance and Monitoring
What is Vision AI and How It Works in Mining Sectors
Environmental Compliance and Monitoring
Cameras: High-resolution RGB-D, infrared, and LIDAR cameras capture detailed visual data, including depth, heat, and surface structure.
AI/ML Models: Advanced machine learning algorithms process visual data to detect anomalies, identify objects, and generate alerts.
Edge Computing: Enables real-time data inferencing directly at the source to reduce latency.
Dashboards & Analytics: Centralized control rooms access actionable insights through custom dashboards for data analysis and reporting.
Integration with Plant Systems
Vision AI-driven Mining Automation
Applications of Vision AI in Mining Operations
Foreign Particle & Sharp Object Detection
Conveyor Belt Condition Monitoring
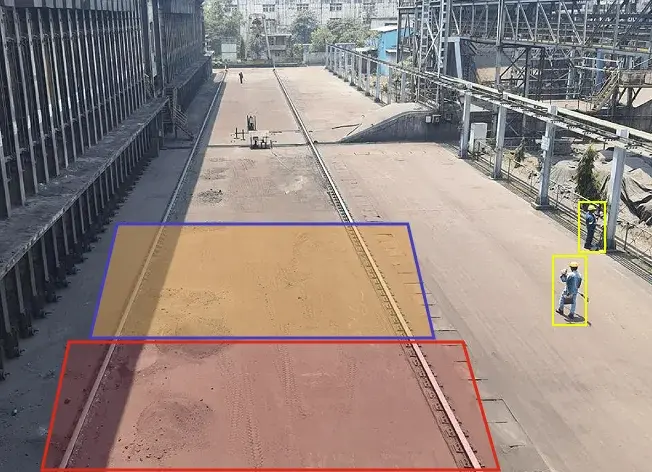
Stockpile Volumetric Analysis
Pre-Emptive Fire Detection
SOP Monitoring
PPE Compliance Monitoring
Digital Geo-Fencing
Benefits of Vision AI in Mining Operations
Proactive Operations and Predictive Maintenance
Predictive maintenance enables operators to take proactive measures, addressing potential issues before they lead to failures.
This shift significantly reduces maintenance costs, minimizes downtime, and increases uptime, ultimately enhancing the operational efficiency of mining equipment and processes.
Enhanced Safety and Compliance
Vision AI tracks workers’ PPE (Personal Protective Equipment) in real-time, ensuring that helmets, gloves, harnesses, and reflective vests are always worn.
By automating SOP enforcement, Vision AI helps to ensure that safety guidelines are strictly followed, minimizing the risk of accidents caused by human error.
Moreover, it continuously monitors for potential hazards such as equipment malfunctions, hazardous material exposure, or unsafe worker behavior.
Data-Driven Insights for Process Optimization
The real-time data allows for better-informed decision-making regarding resource allocation, production scheduling, and maintenance planning.
Integration with existing systems like SCADA and control systems further enhances automation across the mining site, enabling optimized process management and resource utilization.
These data-driven insights also support operational transparency, allowing mining companies to identify inefficiencies, streamline workflows, and improve process efficiency.
End-to-End Visibility Across the Supply Chain
Raw material monitoring ensures consistent quality and size distribution from ore extraction to delivery.
Stockpile volumetric analysis helps accurately measure mass and volume, ensuring proper inventory management and effective resource allocation.
Vision AI also provides real-time insights into the mining environment, monitoring environmental factors such as dust levels, moisture content, and temperature.
This comprehensive supply chain visibility enables mining companies to improve logistics, optimize resource allocation, and streamline operations across multiple mining sites.
Significant Cost Savings
Automated monitoring systems reduce the need for manual inspections, allowing workers to focus on higher-value tasks.
Anomaly detection helps identify and address potential issues with equipment, reducing unplanned maintenance and avoiding costly repairs.
Furthermore, optimized material usage and minimized waste lead to more efficient use of resources, improving the bottom line and boosting profitability.