
Zero Downtime, High Yield, AI-Driven Vision
Zero Downtime, High Yield, AI-Driven Vision
In the rapidly evolving landscape of industrial manufacturing, the need for efficient, accurate, and real-time production monitoring has never been more critical. Accurate production data is essential for manufacturing teams, as traditional manual data collection hinders quick responses to issues and performance optimization. The advent of Industry 5.0 has brought forth a new era where cutting-edge technologies are transforming traditional production monitoring systems. Among these, Computer Vision AI stands out as a game-changer, particularly in production monitoring software and AI-driven monitoring across manufacturing operations. Companies can now digitally track production through user-friendly dashboards and actionable data, delivering immediate value while enhancing decision-making and reducing errors. Computer Vision AI is a transformative technology poised to redefine production monitoring systems, with the ability to turn production data into actionable insights while contributing unparalleled accuracy, efficiency, and insight.
Production monitoring systems are critical in manufacturing and industrial settings. They are designed to track, record, and analyze the performance of production processes, as well as identify shortcomings or areas for improvement. Production monitoring systems provide necessary information on equipment efficiency, production rates, downtime, and quality control. Historically, these systems have relied on manual inspections, basic sensors, and human oversight to ensure operation and performance of production lines.
Traditional monitoring system is labor-intensive, relying primarily on human intervention and observation. Apart from being time-consuming, it is also prone to human error, leading to potential inaccuracies in data accumulation and analysis. As industries strive for higher productivity and minimal waste, traditional monitoring systems have certain limitations.
The limitations of conventional monitoring systems include
Production data is the backbone of effective production monitoring. It provides the essential information needed to make informed decisions, identify areas for improvement, and optimize manufacturing processes. This data can be collected from various sources, including machines, sensors, and production lines, with context on where and how it is generated across the shop floor, and encompasses a wide range of metrics such as production output, machine utilization, and quality metrics. Production volume and throughput measure the number of units produced over a specific period, offering critical insights into operational efficiency. Accurate and timely production data is crucial for tracking performance, identifying inefficiencies, and implementing continuous improvement strategies. By leveraging this data, manufacturers can gain valuable insights into their operations, enabling significant improvements in efficiency and quality while reducing waste and maintaining high-quality standards.
Without a manufacturing plant monitoring software, manufacturers rely on manual logging, which is often prone to errors and inconsistencies, making it difficult to accurately assess manufacturing downtime causes and trends. Production Monitoring enables downtime tracking to ensure real-time production equipment monitoring and visibility into machine status, instantly logs stoppages for immediate action, identifies recurring issues through root cause analysis, and uses predictive analytics to prevent failures before they occur. Additionally, cycle time, which measures the time it takes to produce one unit, is a critical metric that helps identify bottlenecks in production processes, enabling manufacturers to streamline operations and improve efficiency.
Real-time production monitoring and control enables continuous visibility into machine performance, production rates, and resource use while improving OEE performance. Automated issue detection alerts manufacturers to downtime, quality issues, inefficiencies, and maintenance needs early, helping improve production behavior. It allows optimized resource allocation by adjusting labor, materials, and schedules. Enhanced quality control ensures consistency, and data-driven insights improve manufacturing operations.
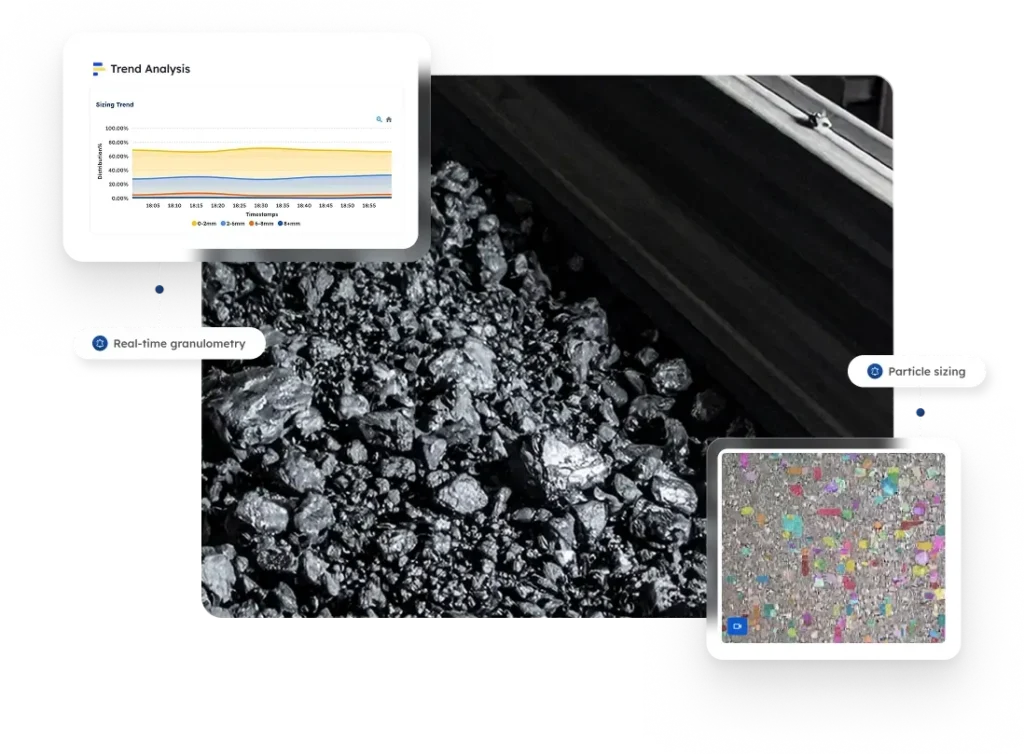
Production Monitoring Software offers an analytics dashboard that consolidates data from various sources, providing real-time insights into production rates, machine health, and resource usage. It enhances decision-making with clear visualizations and proactive problem-solving. Customizable dashboard views ensure easy access to actionable data, while the tool drives continuous improvement, optimizing resources and boosting production efficiency. As one of the core monitoring tools in modern operations, the dashboard’s key features include data visualization, in-process inspection support, predictive analytics, and regular system reviews to keep monitoring effective and aligned with operational goals.
Computer Vision AI, a subset of artificial intelligence that enables machines to interpret, detect patterns and understand visual information, has emerged as a powerful tool in production monitoring. By leveraging advanced image processing algorithms, machine learning models, and high-resolution cameras, Computer Vision AI production monitoring automate and enhance the monitoring of production processes in unprecedented ways. It mimics human vision by recognizing patterns, identifying objects, and interpreting complex scenes. This technology is placed throughout production facilities, allowing for continuous and automated monitoring of processes and showing the power of Computer Vision AI to improve factory operations.
A Computer Vision AI platform enables real-time factory monitoring on the production line, identifying defects and anomalies with high precision. Real-time factory monitoring softwares are designed to provide manufacturers with immediate insights into their production processes. These systems visualize, analyze, and optimize cycle times for performance, machine availability, and quality metrics to monitor and improve OEE. By offering real-time visibility into the production floor, these systems enable manufacturers to quickly identify and address issues, optimize workflows, and drive continuous improvements.
Integrating Computer Vision AI technology transforms production monitoring by providing manufacturers with detailed insights into their processes, helping to minimize downtime, reduce waste, and ensure consistent product quality. By providing real-time data visibility and monitoring on the plant floor, Computer Vision AI empowers operators to respond quickly to issues, ultimately driving improvements in production performance.
Production monitoring systems play a crucial role in modern manufacturing by providing comprehensive oversight and control across various areas of the production process. From raw material inspection to final product quality, factory monitoring systems enable manufacturers to achieve greater efficiency, improve quality, and optimize resource usage throughout the production cycle.
Here are the various areas of the production process where the application of a production monitoring software can enhance the efficiency of manufacturing processes.
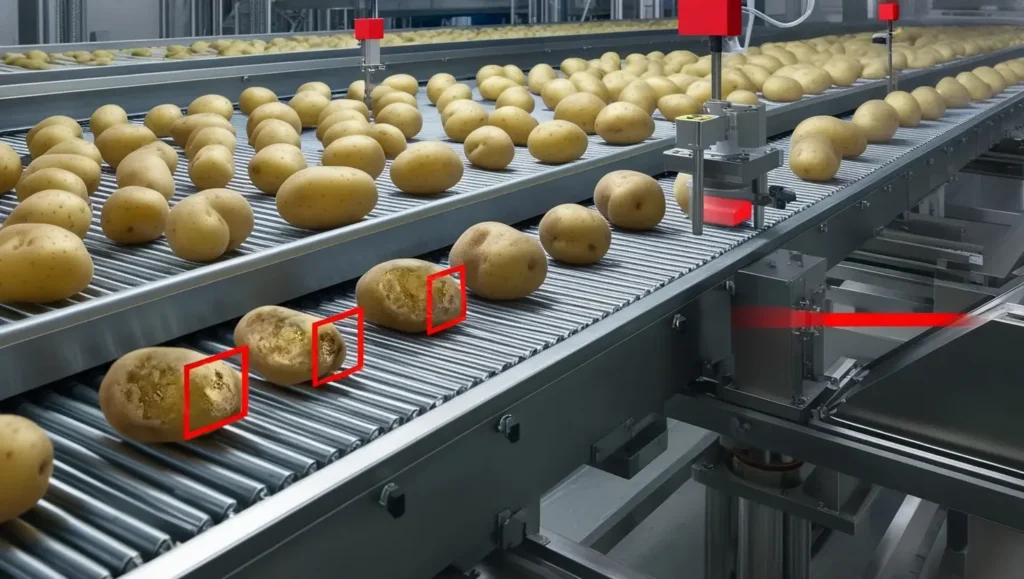
Production monitoring systems enable raw material inspection, ensuring that incoming materials meet required quality standards. This early-stage real-time monitoring involves verifying the size and specifications of raw materials to ensure they match production requirements. Additionally, these systems detect foreign materials or contaminants that could compromise the quality of the final product. By addressing these issues before production begins, manufacturers can prevent defects from entering the production process, reduce the risk of compromised product quality and address time lag between shifts, ensuring efficient production flow.
Production line monitoring is a critical application of factory monitoring systems, offering real-time insights into the efficiency and performance of the manufacturing process. Computer Vision AI solution enables real-time production line monitoring through rapid data processing of visual inputs to detect potential anomalies such as equipment malfunctions, bottlenecks, or inconsistencies in product quality. By identifying defects, inconsistencies, and deviations from standards in real-time, these systems allow for immediate corrective actions, minimizing disruptions and ensuring smooth production line operation. Production monitoring system provides valuable feedback for process optimization by leveraging advanced analytics and real-time visual data, enabling teams with clearer operational insight to adjust workflows, improve throughput, and maintain high-quality standards throughout the production cycle.

Assembly line monitoring enables accuracy, efficiency, and consistency in the assembly process. Production monitoring systems use real-time data collection and advanced analytics to detect incorrect part placements or misalignments, allowing immediate corrective actions. They verify each step of the assembly process to ensure components are correctly positioned and assembled, enhancing overall product quality. Production monitoring systems help optimize workflows and improve throughput by identifying inefficiencies and bottlenecks.
The heat treatment process in manufacturing requires precise control over temperature and processing times to ensure material quality. AI-powered production monitoring software (PMS) enhances this by using computer vision and real-time data analytics. Thermal imaging cameras monitor furnace temperatures, detecting anomalies like hot or cold spots that can impact product integrity. AI-driven manufacturing monitoring systems analyze video feeds using AI models to verify compliance with heating, holding, and cooling cycles, reducing process deviations and catching performance degradation early. Computer vision aids in batch tracking, preventing mix-ups and optimizing workflow efficiency. Predictive maintenance powered by AI detects early signs of furnace wear, helping minimize unplanned downtime and improve equipment reliability. Automated defect detection identifies issues like oxidation or scaling before they compromise quality. By integrating AI and computer vision, production monitoring software ensures higher efficiency, consistency, and reliability in heat treatment operations.
Computer Vision solutions provide real-time tracking of raw materials, components, and finished goods, ensuring that inventory levels are always right. Production monitoring provides continuous insights into stock levels and usage rates. It also optimizes storage space and minimizes waste by ensuring materials are used efficiently and within their shelf life. Production monitoring software enables stockpile management and helps avoid shortages of raw materials that could disrupt production while also preventing overstocking, which can lead to material degradation or increased storage costs. Incorporating production monitoring systems into inventory management strategies saves money, streamlines operations, and makes the manufacturing process more efficient and reliable.
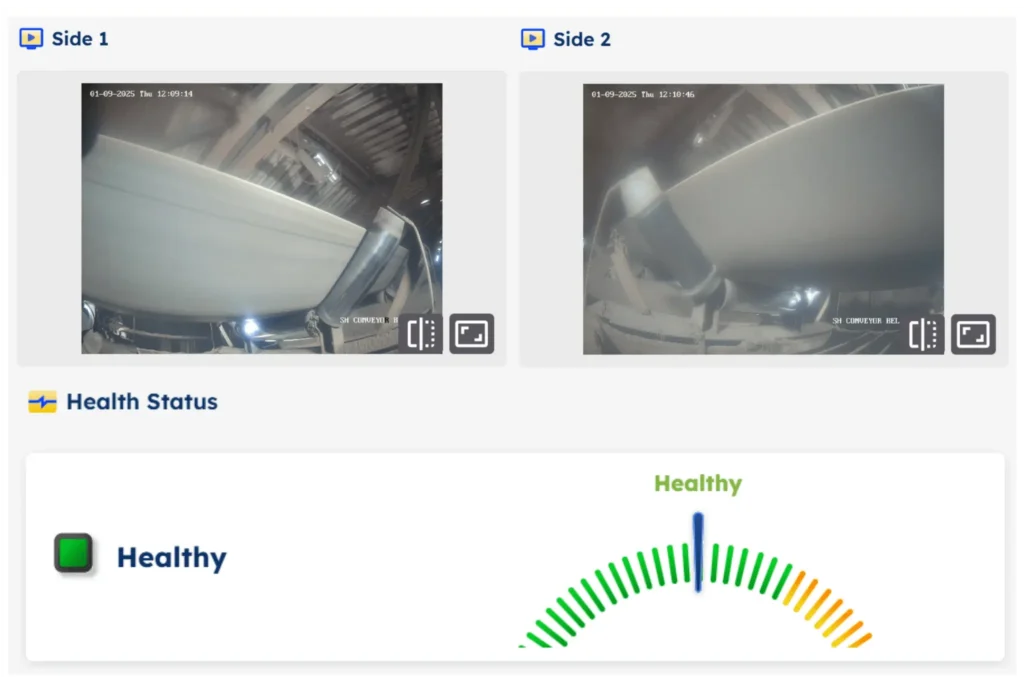
Production and downtime monitoring is part of the real-time manufacturing process. Computer vision AI systems use each model to continuously assess equipment condition in production, providing real-time alerts that help prevent unexpected breakdowns. Production monitoring system enables machine monitoring on various parameters such as vibration, temperature, and operating speed, while helping teams evaluate model behavior from the monitoring output to detect signs of wear and tear early. Tracking OEE allows manufacturers to identify losses and focus efforts on specific areas that need improvement, ensuring optimal performance. The real-time machine monitoring software features include quality monitoring, determining root causes with downtime tracking, automated alerts. Scheduled maintenance based on actual equipment condition, rather than on fixed intervals, ensures that machinery operates at peak efficiency, reducing downtime and extending the lifespan of the equipment.
Incorporating computer vision AI for safety compliance and Workforce monitoring enhances the safety of the production environment. Production monitoring systems monitor employee activities, ensuring compliance with safety protocols and quickly identifying unsafe practices or conditions. Alerts are generated in real time to prevent accidents and ensure that safety standards are consistently met. The proactive approach of production monitoring systems towards safety protects workers, reduces liability, and enhances the company's reputation as a responsible employer.

Production monitoring platform utilizes advanced technologies to inspect finished products,ensuring they meet all quality standards. Analyzing visual data and performing automated checks, it detects defects and deviations in real-time, ensuring that only high-quality products are shipped. This reduces customer returns, enhances reliability, and maintains product integrity, supporting customer satisfaction.
Incorporating Computer Vision AI into factory monitoring systems enhances efficiency and plays a crucial role in waste reduction and sustainability. Manufacturers can minimize resource wastage by accurately identifying defects and optimizing processes, reducing energy consumption, and contributing to a more sustainable production environment.

Production monitoring systems have become indispensable tools in modern manufacturing, offering a range of benefits that significantly impact operational efficiency and product quality. Integrating Computer Vision AI further amplifies these benefits, bringing advanced capabilities to the forefront of manufacturing processes. Scalability and flexibility are key considerations for production monitoring systems to accommodate growing businesses, ensuring they can adapt to increased production demands or changes in manufacturing processes.
Here’s how they transform the manufacturing sector:
Production monitoring systems provide real-time visibility of manufacturing processes, enabling real-time insights and alerts for precise monitoring of production processes to track performance metrics, identify bottlenecks, and optimize workflows. With Computer Vision AI, this efficiency is further enhanced by automating visual inspections and data collection, leading to faster and more accurate production process adjustments. This enables issues to be promptly identified and resolved, maintaining the highest product quality standards.
Integrating computer vision in factory floor monitoring system enables cost optimization in manufacturing. By enabling real-time monitoring and analysis, the production monitoring system identifies inefficiencies, equipment malfunctions, and quality deviations early in the production process. Automated inspection powered by Vision AI eliminates reliance on manual checks, reducing labor costs and ensuring consistent and accurate quality control. For instance, pharmaceutical companies have reported annual savings of up to $750,000 by reducing false reject rates through visual inspection systems in production positioning itself as a vital tool for manufacturers to aim for profitability and achieve sustainable growth in competitive markets.
Computer Vision AI excels in anomaly Detection in Manufacturing by analyzing visual data for irregular patterns or deviations from normal operations. Production monitoring system capability shows how AI monitoring helps detect equipment or process deviations, such as equipment malfunctions, product defects, or process inefficiencies, before they escalate into significant problems. Early anomaly detection helps implement timely corrective measures, improving the system’s ability to support timely corrective measures, minimize disruptions, and maintain consistent production quality.
Production monitoring systems with Computer Vision AI provide high-precision defect detection by leveraging advanced image analysis to identify inconsistencies beyond human capability. Production monitoring systems enable real-time corrective actions, preventing defects from escalating and ensuring consistent product quality. By integrating Computer Vision AI, manufacturers achieve superior quality control, reduced defects, and optimized production efficiency.

Production monitoring systems with Visual AI platforms help multiple teams use shared production monitoring data to identify patterns, trends, and inefficiencies. Computer Vision AI enhances this by extracting insights from visual data, detecting subtle quality issues, and optimizing processes beyond traditional methods. Computer Vision systems integration enables precise quality control, improves production consistency, and provides manufacturers with actionable intelligence for continuous process improvement and better coordination across multiple teams.
Predictive analytics and real-time production line monitoring enable alerts that help anticipate equipment failures before they occur. Computer Vision AI contributes by monitoring equipment conditions and visualizing wear-and-tear patterns, enabling proactive maintenance and minimizing unplanned downtime. By continuously analyzing visual data, AI can identify emerging issues early, allowing for timely interventions that prevent costly disruptions. This proactive approach ensures smoother operations, extends the lifespan of equipment, and enhances overall production efficiency. Automation and computer vision-based maintenance can reduce operating costs by up to 50%, attributed to higher productivity and reduced machine downtime.
Production monitoring systems ensure a safer workplace by continuously tracking equipment performance and environmental conditions. When integrated with Computer Vision AI, these systems provide advanced safety measures by detecting unsafe conditions and potential hazards through real-time image analysis. This enables quicker responses and corrective actions, significantly reducing the risk of accidents and enhancing overall workplace safety. Additionally, the technology supports ongoing safety improvements by identifying recurring issues and assessing the effectiveness of safety protocols.
Production monitoring system powered by Vision AI elevates scalability and flexibility by offering real-time visibility into manufacturing processes, enabling swift adaptation to evolving demands. Through AI-driven automation and predictive analytics, these systems optimize resource allocation, streamline workflows, and minimize bottlenecks, ensuring smooth scaling of operations. Their modular architecture allows for seamless integration with existing infrastructure, making it easier to expand production lines, introduce new products, or adjust to fluctuating production volumes without compromising efficiency. By harnessing data-driven insights from the Vision AI platform, manufacturers can make well-informed decisions, enhance adaptability, and create adaptable monitoring setups for evolving production needs while sustaining consistent quality across diverse production scales.
Modern manufacturing process monitoring systems are scalable and adaptable to various manufacturing environments. Computer Vision AI further supports this scalability by allowing systems to be easily adjusted to accommodate different products and production processes, providing flexibility as manufacturing needs evolve.
Computer Vision AI is redefining production monitoring systems, offering manufacturers unprecedented levels of accuracy, efficiency, and insight. By enhancing real-time defect detection, enabling predictive maintenance, optimizing processes, and ensuring safety and compliance, Computer Vision AI addresses many of the limitations of traditional monitoring systems. While challenges exist, a strategic approach to implementing Computer Vision AI can unlock significant benefits, driving operational excellence and competitiveness in the modern manufacturing landscape. Embracing this technology is not just about keeping up with industry trends—it's about positioning your organization for future success in a rapidly evolving market.
Insights and perspectives from Ripik.ai's thought leaders

Vision AI unlocks the true value of this existing infrastructure by continuously analyzing live video...

AI Copilot for Manufacturing seamlessly integrates with your existing industrial systems, understands...
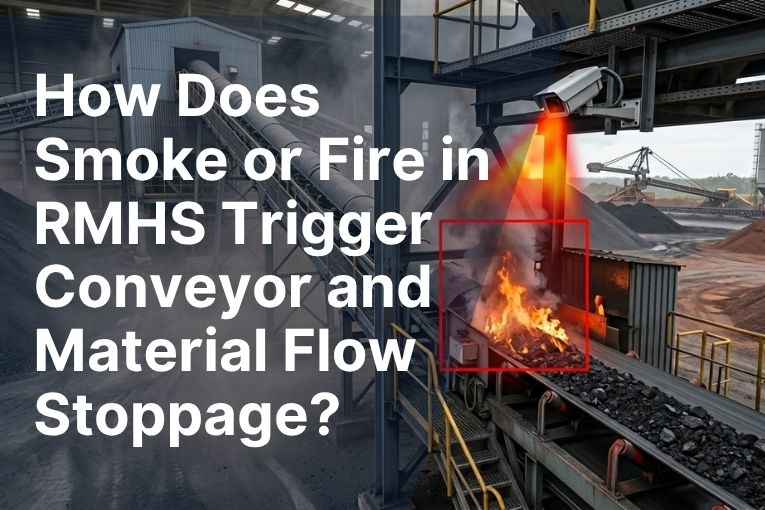
Fire and smoke incidents in the Raw Material Handling System (RMHS) represent a significant operational...
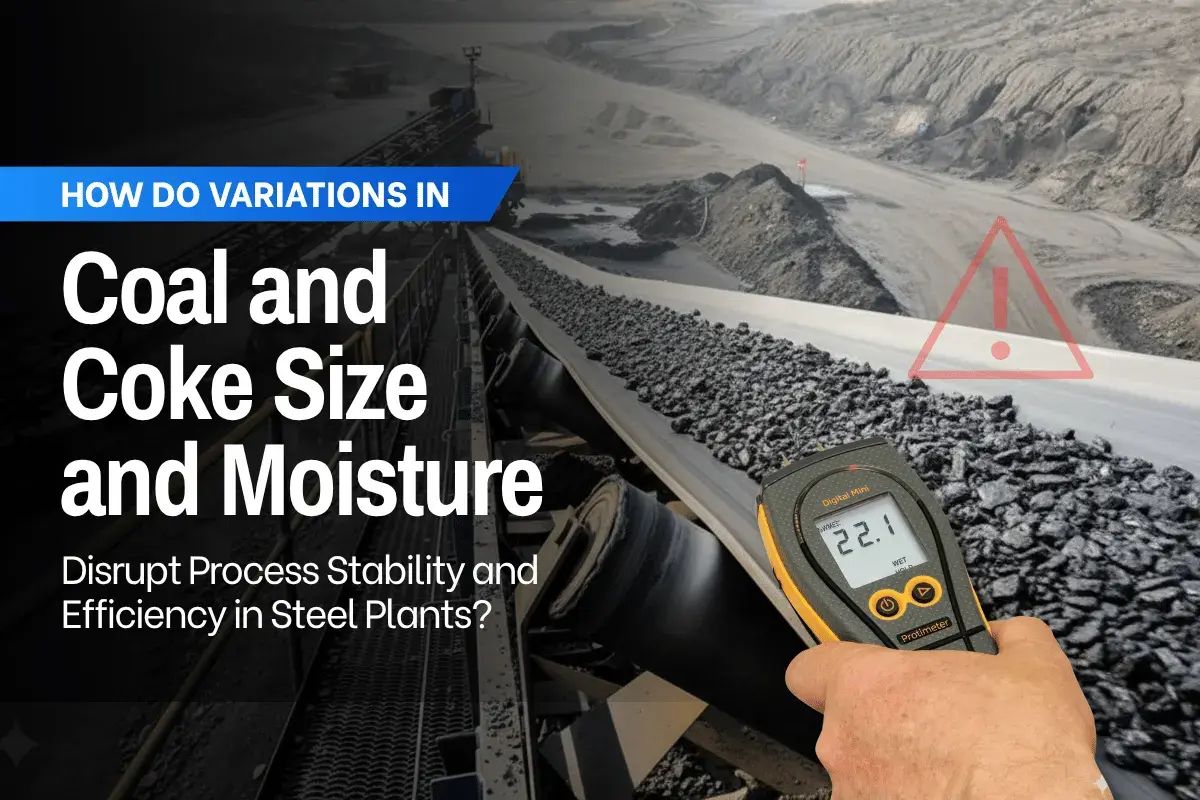
In modern steel plants, operational stability depends not only on equipment performance and automation...
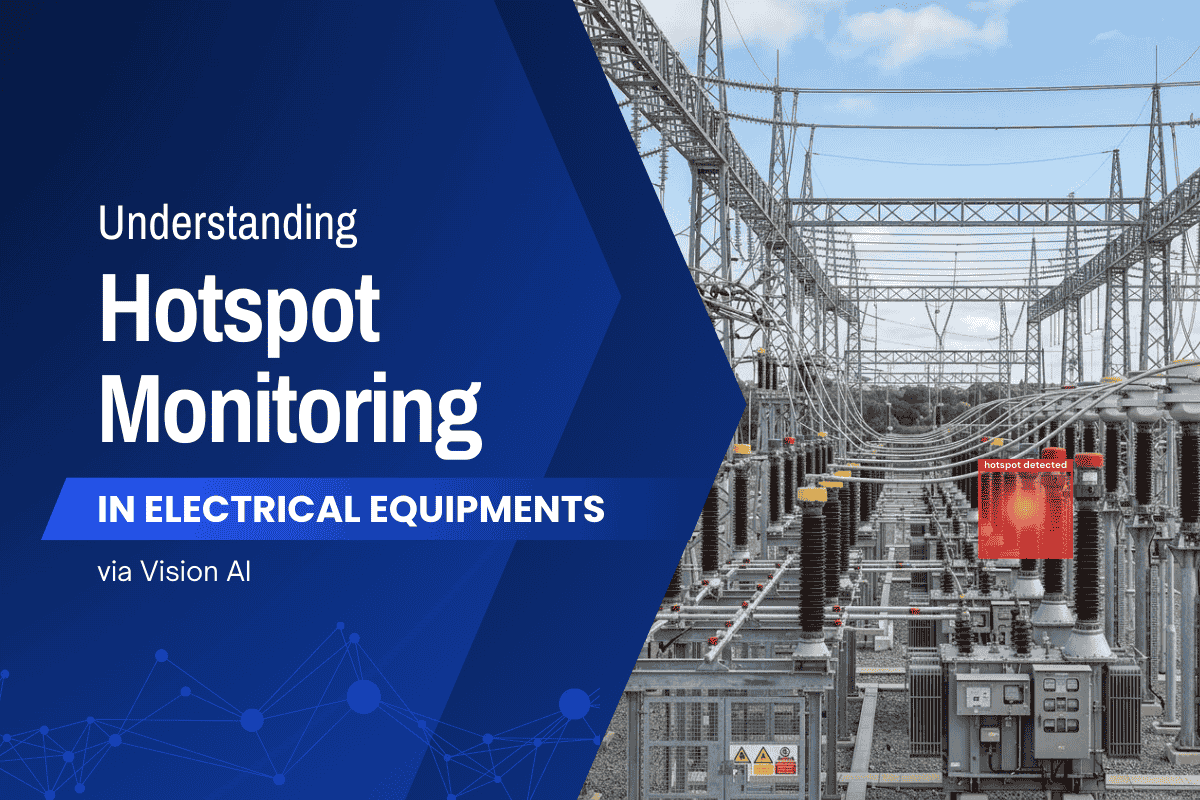
Hotspot Monitoring of Electrical Equipments has emerged as the most effective technique to detect overheating,...
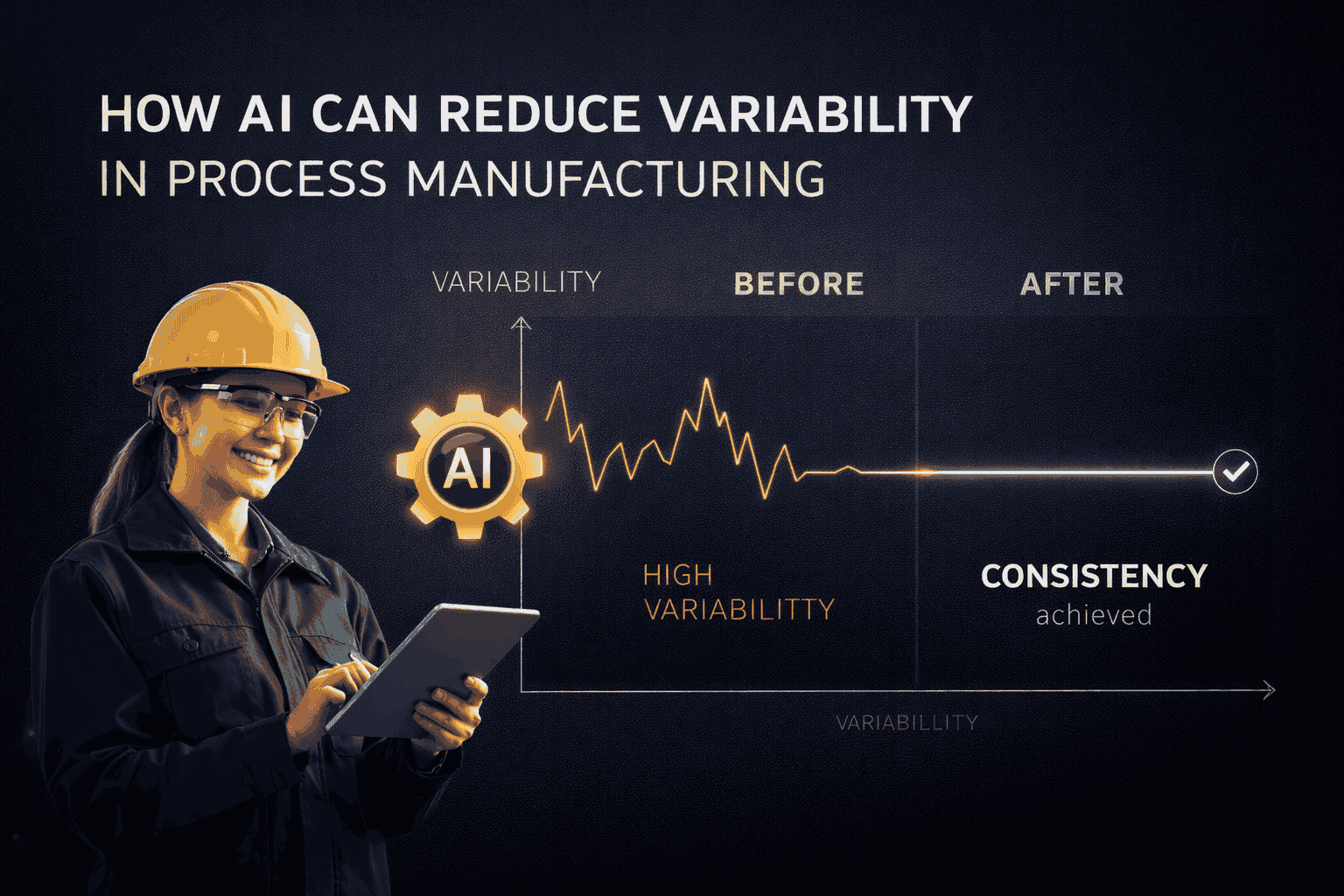
Discover how AI and vision analytics reduce process variability in manufacturing — cutting energy costs...
A powerful suite of intelligent agents working in sync to transform manufacturing with speed, precision, and autonomy.